Capto™ ImpRes ion exchange chromatography resins are designed for high-throughput intermediate purification and polishing steps of a wide range of biomolecules in bioprocess applications. These resins are based on high-flow agarose and offer excellent resolution in bioprocessing.
You can pack Capto™ ImpRes in large-scale columns to allow high flow velocities and high bed heights and increase the productivity and flexibility in your process design. To achieve effective purification, you need to be sure that the resin is efficiently packed. Poorly packed columns can lead to costly disruptions and loss of your valuable product. Robust and verified packing and testing methods can eliminate such concerns and risks.
This article explains best practices to help you efficiently pack Capto™ SP ImpRes, Capto™ Q ImpRes, Capto™ MMC ImpRes, and Capto™ adhere ImpRes chromatography resins in our large-scale AxiChrom™, BPG, and Chromaflow™ chromatography columns. Best practices for packing MabSelect PrismA™ can be found in this article.
Result examples in the three packed columns, respectively are seen in the accordions at the bottom of this document.
Capto™ ImpRes chromatography resin characteristics
Our Capto™ ImpRes resins are based on highly rigid agarose that allows high flow velocities, which is essential for raising productivity in large-scale operations. The small average bead size of 40 µm gives you high resolution in your bioprocessing.
Capto™ ImpRes resins offer you a wide range of bed heights and flow velocities. The pressure-flow specification for Capto™ ImpRes in large columns is 220 cm/h at less than 3 bar (0.3 MPa, 43.5 psi) and at a 20 cm bed height (tested with water at 20°C in a 1 m diameter column).
General packing considerations
Definitions
The height of a gravity-settled bed differs from the height of a bed settled under low flow (consolidated) due to the properties and the behavior of the resin under different conditions. Therefore, you should separate the compression factor (CF) from the packing factor (PF). For example, in water, when consolidated at 30 to 60 cm/h, the PF is 1.15 and the CF is 1.12 for Capto™ ImpRes.
Equations to calculate CF, PF, and column volume (CV) are shown below:
Compression factor, CF = Lsettled / Lpacked
Packing factor, PF = Lcons / Lpacked
where
Lsettled = bed height measured after settling by gravity
Lcons = consolidated bed height, that is, bed height measured after settling the resin at a given flow velocity
Lpacked = packed bed height
CV = Lpacked × AC
where
AC = cross-sectional area of the column
When packing BPG and AxiChrom™ columns, PF is used in the packing procedure to calculate the final packed bed height after the consolidation step. CF is used in the chromatography resin preparation step to calculate the resin volume needed to pack a desired bed height. Because Chromaflow™ columns are pack-in-place columns, they have no registered consolidated bed heights, and the CF is used throughout the packing process.
Properties of Capto™ ImpRes resins in various packing solutions
Capto™ ImpRes resins settle quickly in water, in 20% ethanol, and in salt solutions for packing. When you use these solutions, remember to rinse tubing and nozzles directly after packing to prevent clogging of the flow path.
Adding salt to packing solutions slows the settling of the resin beads and allows them to settle less tightly. Therefore, it is very difficult to measure slurry concentration by gravity with salt-based solutions. However, the slurry concentration method described below allows for quick and accurate determination of slurry concentration.
When Capto™ ImpRes resins are settled at 30 to 60 cm/h, the consolidated bed height will be 3% to 7% higher in salt solution compared to in water or 20% ethanol. The effect is almost the same for 10 mM NaCl as for 0.4 M NaCl and can be compensated for by using different PF. Table 1 shows PF for water and a variety of other packing solutions. However, for optimal performance of the packed bed, we recommend specific packing solutions for different column types and sizes, which is further described in this article or available through UNICORN™ Intelligent Packing wizard.
Table 1. PF required for a 20 cm bed of Capto™ ImpRes in different solutions for optimal bed performance where the bed is consolidated at 30 to 60 cm/h
| Solution | Capto™ Q ImpRes and Capto™ adhere ImpRes | Capto™ SP ImpRes and Capto™ MMC ImpRes |
|---|---|---|
| Water | 1.15 | 1.15 |
| 20% ethanol | 1.15 | 1.15 |
| 10 mM NaCl | 1.20 | 1.20 |
| 400 mM NaCl | 1.20 | 1.20 |
| 20% ethanol with 200 mM sodium acetate | N/A | 1.20 |
Slurry preparation
To achieve the correct amount of chromatography resin for packing to target bed height or compression, it is important that you measure slurry concentration correctly. When you prepare the slurry, start by calculating the chromatography resin volume (V) needed to pack the desired bed height. You can determine the slurry concentration in several ways, but to get an accurate slurry concentration of Capto™ ImpRes resins in salt-containing solutions, we recommend the Slurry Concentration Kit, which contains all the materials required for determination of slurry concentration.
Preparing the resin to form a slurry can be performed manually by shaking/stirring or using a mixer such as Media Wand™ slurry mixing and transfer tool. Shaking gives good results but is often not practical for larger volumes. When stirring, it is preferable to use soft stirrers without sharp edges. Media Wand™ suspends the resin directly in the container and transfers the slurry to BioProcess™ Resin Mixer in one operation, which makes it suitable for large-scale packing.
Capto™ SP ImpRes and Capto™ MMC ImpRes is supplied in 20% ethanol with 0.2 M sodium acetate. Capto™ Q ImpRes and Capto™ adhere ImpRes is supplied in 20% ethanol. Before packing, transfer the resin to the packing solution as described in the instructions for the column that you intend to pack.
Packing Capto™ ImpRes resin in AxiChrom™ columns
These columns are low-pressure, axial mechanical compression chromatography columns designed for process development and biopharmaceutical manufacturing. Mechanical axial compression enables accurate and reproducible control of the packing, even with large diameter columns. The columns are available in many different configurations and materials (see the data file for more details).
The columns are scalable and will give you predictable results over the entire range of scales by enabling a uniform plug flow through the bed, irrespective of column size. The columns feature Intelligent Packing with preprogrammed methods that support all column sizes.
Intelligent Packing makes column operation straightforward and gives you very high packing success rates. The packing methods we describe here apply to bed heights of up to 40 cm depending on column diameter.
When packing AxiChrom™ 50 to 200 columns for use with ÄKTA™ chromatography systems, Intelligent Packing control is managed by UNICORN™ control software. For AxiChrom™ 300 to 1600 columns, Intelligent Packing is performed by AxiChrom™ Master, a separate unit that comprises a touch-screen operated user interface, or from UNICORN™ control software on ÄKTAprocess™ chromatography system.
Intelligent packing in AxiChrom™ columns – general considerations
Packing methods are created by entering values for the packing variables in the Intelligent Packing wizard, for example, resin, slurry concentration, and target bed height.
When packing AxiChrom™ 50 to 200 columns, the slurry is introduced into the column by hand and adapter movement that is driven by internal hydraulics. After the wizard method has been created and the resin has been equilibrated to the packing solution, the column is primed and filled with slurry. The method controls the flow of hydraulic fluid to drive the adapter and pack the bed (Fig 1).
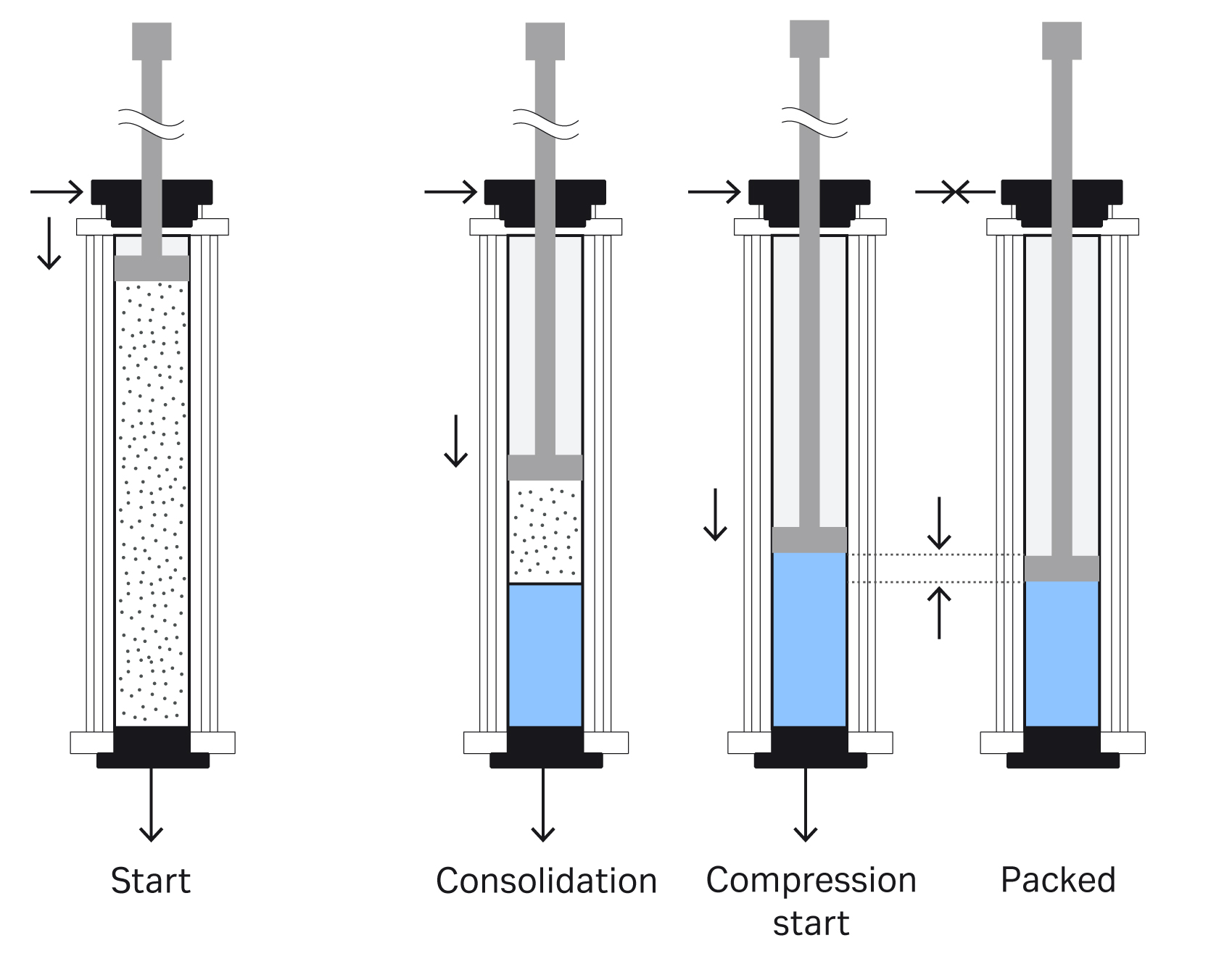
Fig 1. Intelligent Packing in AxiChrom™ 50 to 200 columns. The adapter is mounted to the column tube and the wizard is started (Start). The adapter moves down, forcing packing liquid out through the bottom bed support. The resin forms a consolidated bed (Consolidation). When the adapter contacts the consolidated bed surface, the operator initiates bed compression in the UNICORN™ wizard (Compression start). Compression occurs according to a predetermined PF. Finally, the target bed height is attained (Packed).
In 300 to 1600 columns, slurry is introduced via a Resin valve in the center of the bottom bed support and the adapter is driven by an electric servomotor. The two-position Resin valve enables filling, packing, and unpacking without adjusting the assembled column.
The column is packed by raising the adapter from its lowest position to fill the column with slurry via the Resin valve. The slurry volume is calculated automatically from the target bed height, slurry concentration, and PF. As an electric servomotor controls the movement of the adapter, its position is monitored with millimeter accuracy.
When the correct slurry volume has been drawn into the column, the adapter starts to lower and packing buffer is forced out through the bottom bed support and bed consolidation starts. The time to complete consolidation (i.e., when the adapter reaches the bed), is also automatically calculated (as for the 50 to 200 columns), allowing the operator to carry out other tasks in the meantime.
The compression of the resin starts, and a graphical interface is shown on the control screen of UNICORN™ or AxiChrom™ Master. This graphical interface assists you in finishing the packing, giving a well-packed bed. When the adapter symbol is within the range of approved packing factors and bed height limits you can end the packing.
If selected in the UNICORN™ wizard, Intelligent Packing will automatically run a packed bed evaluation test after the packing. You can also create automatic methods for priming and unpacking for large AxiChrom™ columns.
Additional alternatives for packing the AxiChrom™ 300 to 1600 columns are available depending on the AxiChrom™ Master version and installed control software. You select one of the alternatives for packing before the packing process can start.
Contact your Cytiva representative for more information about automated AxiChrom™ functionality.
Specific considerations for packing Capto™ ImpRes resin in AxiChrom™ columns
A general bed height interval for Capto™ ImpRes resin in AxiChrom™ columns is 10 to 40 cm. Packing variables and recommended packing buffers are given in Table 2.
To achieve optimal bed performance, flow conditioning is recommended for AxiChrom™ 50 to 200 columns but is optional for AxiChrom™ 300 and larger. The flow velocities shown during flow conditioning are recommended for liquids with the same viscosity as water at 20°C.
Note: The maximum recommended bed height for AxiChrom™ is 30 cm for the 600 to 800 columns and 20 cm for the 1000 column using the recommended packing factor. Bed heights above 20 cm for AxiChrom™ 1000 columns are possible at lower levels of compression and reduced flow performance. Our studies confirm that bed heights of > 20 cm can only be packed to the minimum recommended PF.
Using ÄKTAprocess™ for packing and unpacking Capto™ ImpRes
When you pack Capto™ ImpRes in AxiChrom™ 300 to 1000 columns via ÄKTAprocess™ chromatography system, the UNICORN™ Intelligent Packing wizard custom resin option is used. When you apply this option, you will need to manually input additional packing variables as PF and adapter velocity.
When unpacking AxiChrom™ 300 to 1000 columns, use the same Intelligent Unpacking method that is used for the corresponding Capto™ resin (i.e., Capto™ S, Q, DEAE, adhere, or MMC).
Table 2. Packing variables for packing Capto™ ImpRes resins in AxiChrom™ columns
| Packing variable | AxiChrom™ 50 to 200 | AxiChrom™ 300 to 1600 | |
|---|---|---|---|
| Capto™ SP ImpRes, Capto™ MMC ImpRes, and Capto™ adhere ImpRes | Capto™ Q ImpRes | All Capto™ ImpRes resins | |
| Packing solution | 10 mM NaCl | 400 mM NaCl | Water |
| Packing speed/velocity | 30 cm/h | 30 cm/h | 60 cm/h |
| Packing factor | Bed heights < 30 cm: 1.20 | Bed heights < 30 cm: 1.20 | 1.13 to 1.15/1.16 to 1.18 |
| Bed heights ≥ 30 cm: 1.16 | Bed heights ≥ 30 cm: 1.16 | ||
| Flow conditioning | 230 cm/h for 30 min | 230 cm/h for 30 min | Optional for AxiChrom™ 300: 230 cm/h at 20 cm bed height, linearly decreasing to 150 cm/h at 40 cm bed height for 30 min |
1 When packing AxiChrom™ 300 to 1600 columns, stay within the PF interval of 1.13 to 1.15 and 1.16 to 1.18 for 1200 to 1600 columns. Note this range is smaller than the range for verified packing methods of other resins in AxiChrom™ process columns. Lower PF might result in instable bed with differences in bed efficiency and selectivity over time, especially for lower beds. Higher PF will result in high packing forces, especially for higher beds.
Packing in BPG columns
BPG columns are glass columns for process development and manufacturing. The single-screw adapter allows easy and efficient packing and running. The columns have diameters from 100 to 450 mm. The packing methods described here apply to all BPG columns, except for BPG 450, which is not pressure rated for use with Capto™ ImpRes resin.
Capto™ ImpRes can be packed in BPG 100 to 300 columns. The bed height interval recommended for BPG 100 to 300 columns is 10 to 40 cm.
In BPG columns with small diameters (BPG 100), the increased influence of the wall support means that salt solution is required for packing. Capto™ SP ImpRes, MMC ImpRes, and adhere ImpRes resin is therefore packed with 10 mM NaCl and Capto™ Q ImpRes with 0.4 M NaCl in BPG 100. In BPG 300, all Capto™ ImpRes are packed with water.
Packing variables and recommended packing buffers for BPG columns are given in Table 3.
Table 3. Packing variables for packing Capto™ ImpRes in BPG columns
| Packing variable | BPG 100 | BPG 300 | |
|---|---|---|---|
| Capto™ SP ImpRes, Capto™ MMC ImpRes, Capto™ adhere ImpRes | Capto™ Q ImpRes | All Capto™ ImpRes resins | |
| Packing solution | 10 mM NaCl | 400 mM NaCl | Water |
| Packing speed/velocity | 60 cm/h | 60 cm/h | 60 cm/h |
| Packing factor | Bed heights < 30 cm: 1.20 | Bed heights < 30 cm: 1.20 | Bed heights ≤ 20 cm: 1.13 Bed heights > 30 cm: 1.10 Bed heights 20–30 cm, decreasing linearly from 1.13 to 1.10 |
| Bed heights ≥ 30 cm: 1.16 | Bed heights ≥ 30 cm: 1.16 | ||
| Flow conditioning | 3 bar (0.3 MPa, 43.5 psi) for 5 CV | 3 bar (0.3 MPa, 43.5 psi) for 5 CV | 3 bar (0.3 MPa, 43.5 psi) for 5 CV |
Chromatography resin preparation
Equilibration of the resin to the packing solution can be performed by using the BPG column as a filter. Pour the resin into the column (for calculation of amount, see Slurry preparation), mount the adapter, tighten the adapter O-ring, move the adapter down and compress the bed slightly, connect the pump, and wash the resin with at least three column volumes (CV) of the packing solution.
Unpack and resuspend the slurry and pack according to the method below.
Note: Equilibration to packing solution is critical for Capto™ SP ImpRes and Capto™ MMC ImpRes in BPG 300 as the delivery solution contains salt, and the recommended packing solution is water. Measure the conductivity of the flow throug10 mM NaCl as packing solution forh solution during equilibration and continue to equilibrate until the conductivity is zero.
Column and system preparation
A detailed description of column preparation is available in the BPG operating instructions. The packing pump should be as pulsation-free as possible. Screw and rotary lobe pumps are the most suitable for this task, but multi-headed diaphragm pumps are also satisfactory.
Caution: Ensure that the column has no visible scratches in the glass tube and that the adapter moves smoothly in both upward and downward directions before packing. In addition, you should not find tightening the adapter O-ring to the column inner wall difficult.
- Place a new 10 µm net on both the adapter and the bottom end pieces.
- Level the column with the aid of a spirit level.
- A pressure relief valve should be used for safety reasons, especially against pressure spikes. Position this valve on the pump outlet and add a pressure gauge to the adapter.
- Mount one 4-port, 2-way valve on the bottom inlet and one on top of the pressure gauge, 10 mm i.d. for BPG 300 and 6 mm i.d. for BPG 100.
Packing
- Set the pressure alarm or pressure relief valve according to the pressure rating of the column. Purge the system and tubing of air.
- Purge the end piece net of trapped air by draining some packing solution through the column outlet. Leave about 2 cm of solution in the column and close the bottom valve. If air is still trapped under the end piece net, add more packing solution and connect tubing to the suction side of a pump. Start the pump and place the tubing on the bottom net and extract any remaining air.
- Add the slurry to the column and, if needed, additional packing solution. Mix the resin and the packing solution to a homogeneous slurry.
Note: The available height for the adapter into which you can insert a 50 cm column tube (for filling slurry) is only 40 cm. Therefore, use a longer column tube when packing beds higher than 20 cm: 75 cm and 95 cm tubes are available. - Rinse the wall from particles and let the resin settle until there is about 1 cm clear liquid on top of the slurry. This reduces the risk of particles sticking between the O-ring and the column wall, which can cause column leakage.
- Insert the top adapter and secure it to the column top flange. Lower the adapter to the surface of the slurry and allow some clear liquid to pass the O-ring. Tighten the adapter O-ring.
- Make sure that the column top valve is open. Slowly move the adapter down until no air bubbles can be seen leaving the top valve.
- Start the pump and adjust the settling velocity to 60 cm/h (4.7 L/h for BPG 100, 18.8 L/h for BPG 200, and 42.4 L/h for BPG 300). Shift the top valve into the column and immediately open the bottom valve and lead the liquid to waste.
- Run the settling flow until the bed is completely consolidated. Note the consolidated bed height and calculate the packed bed height.
For BPG 100 and BPG 200, PF = 1.20 in 10 mM or 0.4 M NaCl for bed heights up to 30 cm; for higher beds PF = 1.16.
For BPG 300, PF = 1.13 in water for bed heights up to 20 cm, decreasing linearly to 1.10 for bed heights of 30 cm and higher. The packed bed height is the ratio between the consolidated bed height and the PF. Use a marker pen to indicate on the column the packed bed height. - Stop the flow and close the top valve. Loosen the O-ring and lower the adapter down to 1 cm above the settled bed and seal the adapter O-ring. Shift the top valve to waste and use the adapter to mechanically compress the bed to the mark on the column (step 8). Excess packing solution is removed through the bottom of the column.
Note: Compressing resin in BPG columns, especially the larger BPG 300 column, is physically demanding. Do not use extension rods on the adapter height adjuster to compress the resin.
To increase the performance and stability of the bed, flow condition the column downwards with 5 CV of water or packing solution at 3 bar (0.3 MPa, 43.5 psi). - Connect the pump to the top of the column. Purge the system and tubing by running the mobile phase to waste by bypassing the column inlet with the 4-port valve. Start at a low flow velocity.
- Shift the top valve to direct the flow into the column and immediately open the bottom mobile phase to waste or connect it to the buffer tank for recirculation.
- Increase the flow until a pressure of 3 bar is reached, or to the maximum flow/pressure if 3 bar cannot be reached. Run the column at this pressure for 5 CV.
- Slowly decrease the flow for 2 min to avoid disturbance of the conditioned bed.
- Test the packing at the optimal test velocity (30 cm/h).
Packing in Chromaflow™ columns
These columns are acrylic or steel, pack-in-place columns for GMP manufacturing. The columns have diameters ranging from 400 to 2000 mm. The packing method described here applies to Chromaflow™ columns up to 600 mm having a standard configuration.
The largest recommended Chromaflow™ column for Capto™ ImpRes is Chromaflow™ 600 with a recommended bed height interval of 20 to 40 cm when using the packing method described below. As the pump is stopped 5 mm from the adapter, as seen in the packing method, lower beds will not be compressed sufficiently. Moreover, the extreme velocities needed to efficiently pack a shorter bed cannot easily be achieved using standard equipment.
To pack Capto™ ImpRes in Chromaflow™ 600, the slurry is introduced from the top nozzle using Chromaflow™ Packing Station Pack 100.
Note: Operational flow velocity is reduced in Chromaflow™ columns compared with AxiChrom™ and BPG columns, from at least 220 cm/h to at least 150 cm/h at 20 cm bed height.
Note: The flow capacity of Chromaflow™ Packing Station Pack 100 is required for packing Capto™ ImpRes resin in Chromaflow™ 600 for operational flow velocities of at least 150 cm/h.
Chromatography resin preparation
We recommend 10 mM NaCl as packing solution for Chromaflow™ columns. This packing solution is used throughout the whole procedure.
Note: Water may potentially be used as packing solution, but we have not verified compression and flow velocities.
To avoid trapping air in the column when packing, you will need additional slurry for the extra volumes in the tank and tubing. Add the slurry to the BioProcess™ Resin Mixer and stir the resin. Dilute the suspension to a slurry concentration of about 50%.
Column and system preparation
For a more detailed description about the column and packing station preparation, see Chromaflow™ columns operating instructions and Chromaflow™ Packing Stations instructions for use. In this application note, standard Chromaflow™ equipment is used for the connections on the column and the packing station.
Note: Make sure that the air supply flow rate follows the specification of Chromaflow™ Packing Station Pack 100 (1000 L/min) and that the air pressure into the packing station is 6 to 7 bar.
- Set up the column according to the Chromaflow™ columns and Chromaflow™ Packing Stations instructions for use.
- A pressure relief valve should be used for safety reasons. Position this on the slurry inlet top (SIT). Place a pressure gauge on the mobile phase top (MPT) to record the pressure during packing. Mount a 3-port, 2-way valve on top of the pressure gauge and the mobile phase bottom (MPB). The top valve should lead in two directions: one side into the system and one to the waste for purging the tubing. On the bottom valve, one side leads to the system and a 1.5” to 2”.i.d. tubing leads to the waste (for packing). Part of the MPB waste tubing should be placed above the outlet valve to eliminate air entering through the MPB.
- Connect appropriate tubing (1” or 1.5” i.d.) and tanks to the column and packing station. If a flow meter is used, place it between the SIT and the packing station.
- Level the adapter to the desired bed height. Remember to loosen the nuts on the adapter rods to allow the adapter to be raised or lowered. Flush the adapter rods with 20% ethanol as lubrication.
- Prime the column, packing station, and tubing with water according to the Chromaflow™ operating instructions.
Packing
Note: Packing Chromaflow™ columns is a rapid procedure compared with other packing procedures and it is therefore important to thoroughly read the packing instructions and go through the packing steps in advance of the packing.
- Set both nozzles in run position to prime the tubing with slurry. Lead the slurry outlet top (SOT) tubing back to the slurry tank and secure it. Stir the slurry to keep it homogeneous, select slurry and SIT on the packing station, open the slurry tank and start the packing pump.
- The initial flow velocity should be at least 1700 cm/h, corresponding to an air pressure on the packing station of at least 3.5 bar (0.35 MPa, 50.8 psi) for packed bed heights of 20 and 30 cm.
- When the tubing is primed and the flow velocity set, set the SIT/slurry inlet bottom (SIB) to the position between SIT and SIB. This blocks the flow during step 4 while maintaining the correct flow rate for the next step.
- Move the top nozzle down into the packing position.
- Two operators should simultaneously open the bottom mobile phase valve to waste and turn the SIT/SIB valve to SIT on the packing station. The column starts to fill with slurry and the bed builds up slowly from the bottom as excess liquid exits via the MPB.
Note: Column pressure must not exceed the operating pressure limit of the column (i.e., 3 bar [0.3 MPa, 43.5 psi]). If this pressure is reached, gently decrease the packing flow so that the pressure remains just below 3 bar. Typically, the final pressure in the column is 2 bar (0.2 MPa, 29 psi) to 3 bar depending on the viscosity of the packing solution, column diameter, bed height, and so forth. - Stop the pump when the building bed is 5 mm from the top bed support by setting the SIT/SIB to the position between SIT and SIB, as described in 3. Once flow is stopped, the bed will expand to meet the adapter.
Note: If a non-transparent column tube is used, stop the packing flow when the calculated volume of slurry has been introduced into the column. Check the volume in the slurry tank or use a volume totalizator. - Immediately move the top nozzle back to the run position.
- Close the MPB valve when the pressure in the column is between 0.3 bar (0.03 MPa, 4.35 psi) and 0.1 bar (0.01 MPa, 1.45 psi).
- Use packing solution to rinse residual resin from the tubing and the top nozzle. Pump the packing solution through the top nozzle back into the slurry tank.
- Close the slurry tank and empty the tubing between the tank and packing station.
- Pump liquid upwards through the column until the air is expelled.
Figure 2 shows the increase in pressure and decrease in flow velocity when packing a 20 cm bed height in Chromaflow™ 600.
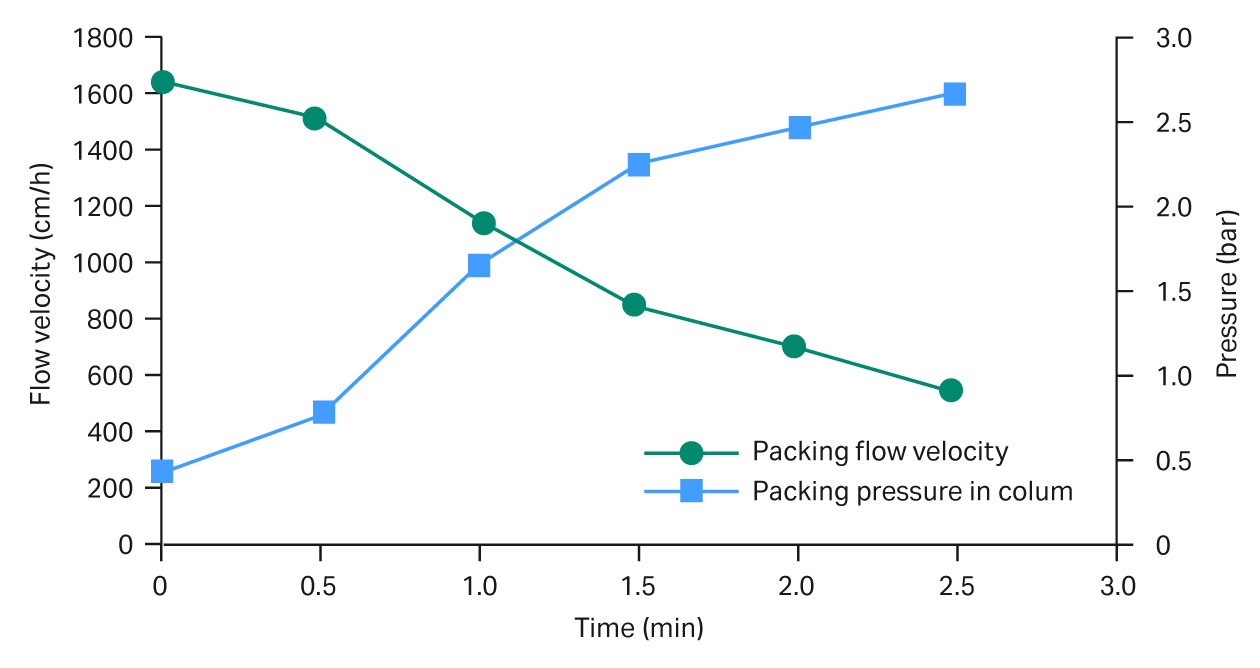
Fig 2. Column pressure and flow velocity during packing of a 20 cm bed height in Chromaflow™ 600 using Packing Station Pack 100.
Testing the performance of the packed column and column result examples
Process-scale, packed columns must perform with a high degree of efficiency over many processing cycles (i.e., display very high stability). The efficiency of a packed column can be expressed in terms of height equivalent to a theoretical plate (HETP) and asymmetry factor (AS). This test should be repeated regularly to monitor the state of the packed bed throughout the working life of the column. If the test results are to be comparable over time, conditions such as, flow velocity (cm/h), liquid pathway, sample composition, and elution buffer should be kept constant.
Set the requirements of the test in accordance with the test conditions and the goal of the purification. This is further described in application note 28937207 (CY13149). To compare the performance of columns packed with chromatography resin of different particle diameters, the reduced plate height (h = HETP/average bead diameter [dp]) is typically used. As a guideline, a value of h < 3 is very good at optimal test conditions.
Test conditions used in this study
In this study, optimal test conditions are described and the use of recommended tubing for each column setup.
Sample: 2% v/v acetone
0.8 M NaCl for AxiChrom™ 50, 100, and 200 columns
Sample volume: 1% of the column volume (CV)
Test flow velocity: 30 cm/h
Eluent: Water
0.4 M NaCl for AxiChrom™ 50, 100, and 200 columns
Results in AxiChrom™ columns
The columns packed with the methods outlined above were tested for plate number, asymmetry, pressure-flow velocity, and stability.
Examples of efficiency and stability results for Capto™ ImpRes resin packed in AxiChrom™ 50, 100, and 200 columns can be seen in Table 4. Results packing in 300, 600, and 1000 columns are shown in Table 5.
Capto™ SP ImpRes and adhere ImpRes resins showed good and similar (in some cases identical) results from the different column sizes of 50, 300, 600, and 1000 (Table 4 and Table 5) and for different bed heights in 300, 600, and 1000 columns (Table 5). These results are also like those for Capto™ Q ImpRes, adhere ImpRes, and MMC ImpRes. Thus, the method we developed gave similar results for all four resins independent of column size and bed height.
Table 4. Column efficiency data for AxiChrom™ 50, 100, and 200 (pilot-scale) columns packed with Capto™ ImpRes
| Capto™ resin | AxiChrom™ column | Bed height (cm) | Average plates/m* | Reduced plate height (h) range* | Asymmetry factor (As) range* | Flow velocity for stability test (cm/h)† | Change after stability test (%)† | |
|---|---|---|---|---|---|---|---|---|
| h | As | |||||||
| SP ImpRes | 50 | 20 | 15 800 | 1.4 to 1.5 | 0.9 to 1.0 | 300 | -4; -2‡ | 14; 2‡ |
| SP ImpRes | 100 | 10 | 16 500 | 1.4 | 1.1 to 1.2 | 500 | 2 | 3 |
| Q ImpRes | 50 | 40 | 15 400 | 1.5 | 1.0 | 150 | 0 | 4 |
| Q ImpRes | 200 | 30 | 13 900 | 1.6 to 1.7 | 1.2 to 1.4 | 200 | 3 | -9 |
| MMC ImpRes | 50 | 40 | 14 000 | 1.6 to 1.8 | 0.8 to 1.0 | 150 | 3; -1 | 16; 4 |
| MMC ImpRes | 100 | 10 | 15 700 | 1.4 to 1.5 | 1.1 to 1.2 | 500 | -1 | 5 |
| adhere ImpRes | 50 | 40 | 13 700 | 1.6 to 1.8 | 1.0 to 1.1 | 150 | 1 | 9 |
* Test performed at optimal test conditions. Average and ranges of upflow and downflow tests for at least three packs, except for Capto™ Q ImpRes in AxiChrom™ 200 where only two packings were performed.
† Stability tests were run once for each bed height/resin/column combination in water for 16 h at given velocity.
‡ Data from two consecutive stability tests
Table 5. Column efficiency data for AxiChrom™ 300, 600, and 1000 (process-scale) columns packed with Capto™ ImpRes resins
| Capto™ resin | AxiChrom™ column | Bed height (cm) | Average plates/m* | Reduced plate height (h) range* | Asymmetry factor (As) range* | Flow velocity for stability test (cm/h)† | Change after stability test (%)† | |
|---|---|---|---|---|---|---|---|---|
| h | As | |||||||
| SP ImpRes | 300 | 20 | 16 300 | 1.5 to 1.6 | 1.1 to 1.3 | 300 | -7 | 7 |
| SP ImpRes | 300 | 40 | 14 000 | 1.5 to 1.9 | 1.0 to 1.2 | 150 | -14; 4‡ | 13; 3‡ |
| SP ImpRes | 600 | 10 | 15 700 | 1.4 to 1.6 | 1.2 to 1.4 | 500 | -8 | 1 |
| SP ImpRes | 600 | 30 | 15 900 | 1.4 to 1.5 | 1.0 to 1.3 | 170 | -10 | 5 |
| SP ImpRes | 1000 | 20 | 15 800 | 1.6 to 1.6 | 1.2 to 1.3 | 240 | 6 | 4 |
| SP ImpRes | 1600 | 15 | 13 500 | 1.6 to 2.2 | 1.0 to 1.3 | 310 | -8 | 6 |
| Q ImpRes | 300 | 20 | 15 100 | 1.6 to 1.7 | 1.0 to 1.2 | 300 | 13; 2‡ | 17; 0‡ |
| adhere ImpRes | 300 | 20 | 14 200 | 1.6 to 1.8 | 1.2 to 1.4 | 300 | -5 | 2 |
| adhere ImpRes | 600 | 20 | 15 100 | 1.4 to 1.5 | 1.1 to 1.3 | 230 | -4 | 6 |
| adhere ImpRes | 1000 | 20 | 16 600 | 1.4 | 1.2 to 1.3 | 230 | 3 | 4 |
* Test performed at optimal test conditions. Average and ranges of upflow and downflow tests for at least three packings.
† Stability tests were run once for each bed height/mediaresin/column combination in water for 16 h at given velocity.
‡ Data from two consecutive stability tests
The stability test showed that the packed beds are stable when running in water at the velocities given in Table 4 and 5, and that the packed beds stabilize with time as seen in the continued running of stability tests.
Pressure-flow curves provide a simple, effective illustration of column performance in terms of the maximum operating velocity at which the purification process can be run. They also show the magnitude of the backpressure in the system at a certain flow velocity. All AxiChrom™ columns can be utilized at the maximum flow velocity of Capto™ ImpRes (Fig 3, 4, and 5).
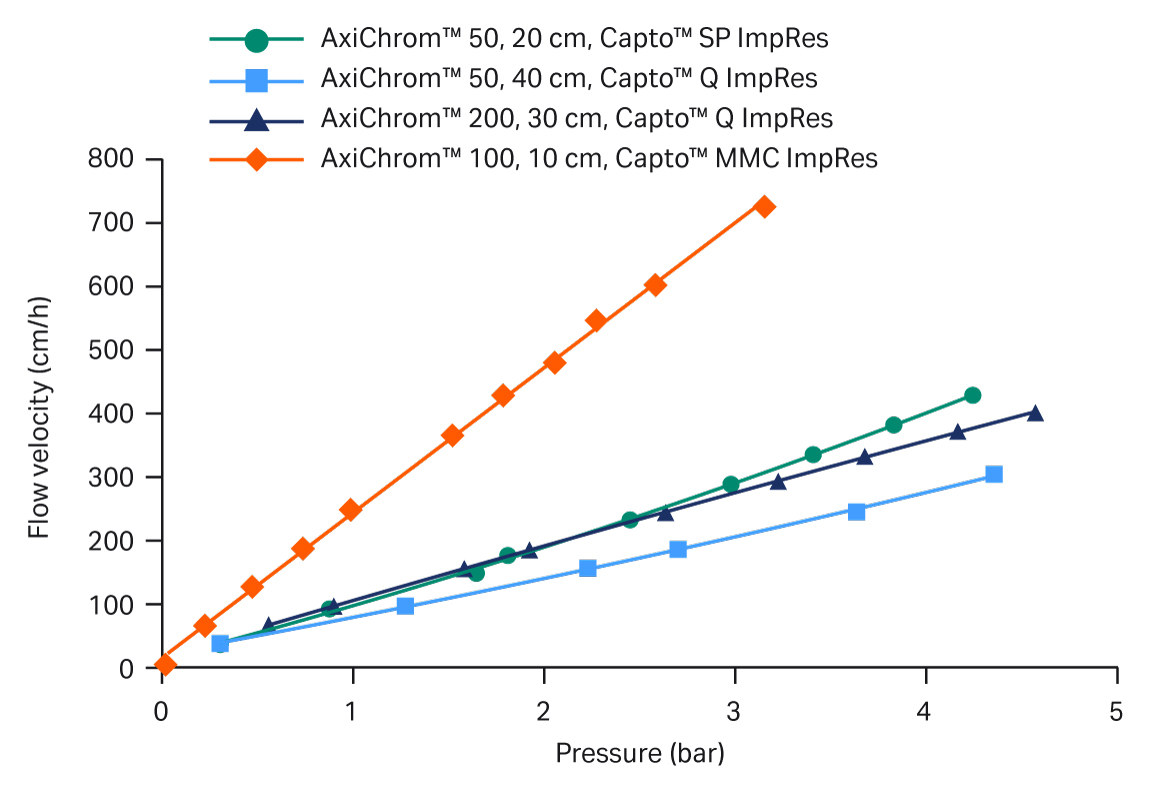
Fig 3. Pressure-flow curves for AxiChrom™ pilot-scale columns packed to different bed heights with Capto™ ImpRes resin. Measurements were made with water at 20°C. The contribution of hardware pressure is excluded. Different chromatography resin batches were used to cover a larger operational space.
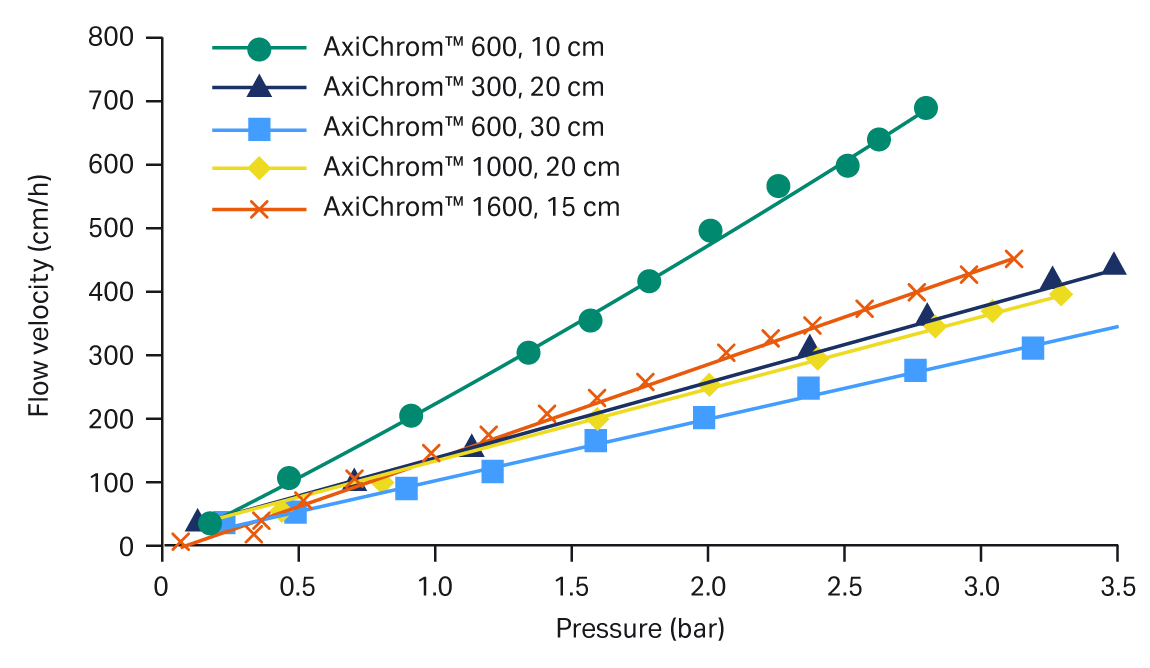
Fig 4. Pressure-flow curves for AxiChrom™ process-scale columns packed to different bed heights with Capto™ SP ImpRes. Measurements were made with water at 20°C. The contribution of hardware pressure is excluded. Different chromatography resin batches were used to cover a larger operational space.
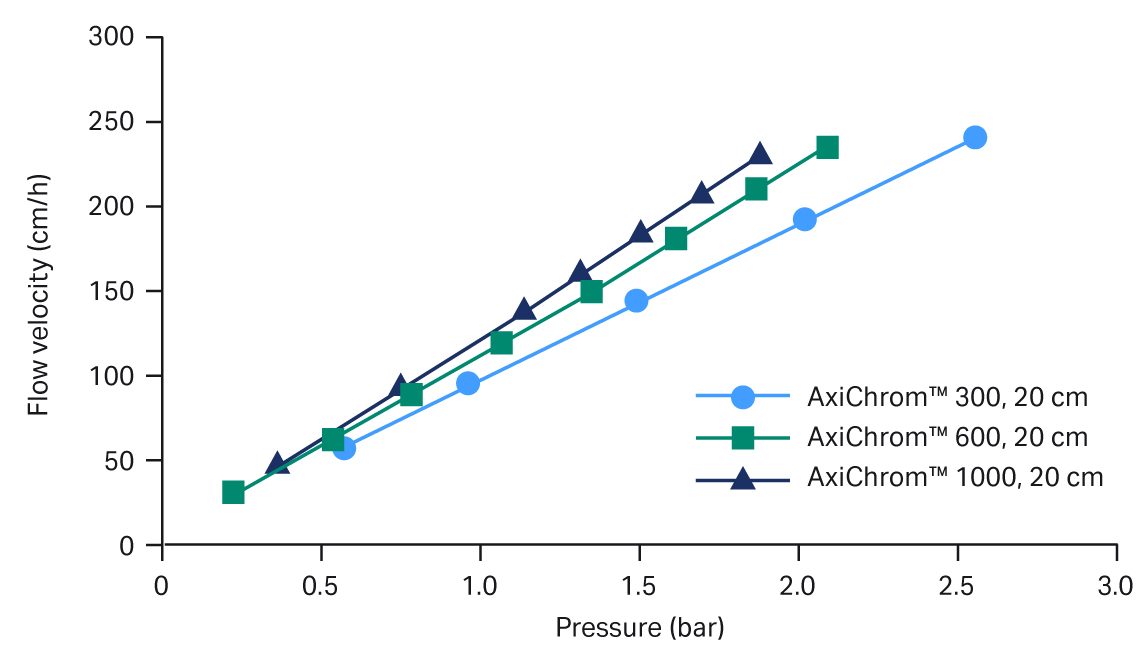
Fig 5. Pressure-flow curves for AxiChrom™ process-scale columns packed to 20 cm bed height with Capto™ adhere ImpRes. Measurements were made with water at 20°C.
Results in BPG columns
Examples of efficiency and stability results for Capto™ ImpRes packed in BPG 100 and BPG 300 columns are shown in Table 6.
The results were very similar both for different column sizes and for bed heights. In general, the packing method works well for these resin in BPG columns of different sizes and at different bed heights. The stability test showed that the packed bed was stable at the flow velocities given in Table 6.
Table 6. Column efficiency data for BPG 100 and 300 columns packed with Capto™ ImpRes resin
| Capto™ resin | BPG column | Bed height (cm) | Average plates/m* | Reduced plate height (h) range* | Asymmetry factor (As) range* | Flow velocity for stability test (cm/h)† | Change after stability test (%)† | |
|---|---|---|---|---|---|---|---|---|
| h | As | |||||||
| SP ImpRes | 100 | 20 | 14 800 | 1.5 to 1.6 | 1.0 to 1.1 | 300 | 4 | 1 |
| SP ImpRes | 300 | 20 | 14 900 | 1.4 to 1.7 | 1.2 | 300 | 3 | 4 |
| SP ImpRes | 300 | 30 | 13 900 | 1.5 to 2.0 | 1.2 to 1.3 | 190 | 7 | 7 |
| Q ImpRes | 300 | 20 | 15 700 | 1.5 to 1.7 | 1.1 to 1.2 | 300 | -2 | -1 |
* Test performed at optimal test conditions. Average and ranges of upflow and downflow tests for at least three packings, except for Capto™ SP ImpRes resin in BPG 100 column where only two packings were performed.
† Stability tests were run once for each bed height/resin/column combination in water for 16 h at given velocity.
The pressure-flow curves for BPG 100 and 300 columns, packed with Capto™ SP ImpRes resin to a bed height of 20 cm, are shown in Figure 6. We found that for both column sizes, the curves were linear.
The pressure-flow profile for BPG 300 column shows that the resin can be run at 220 cm/h with less than 3 bar (0.3 MPa, 43.5 psi) back pressure from the bed.
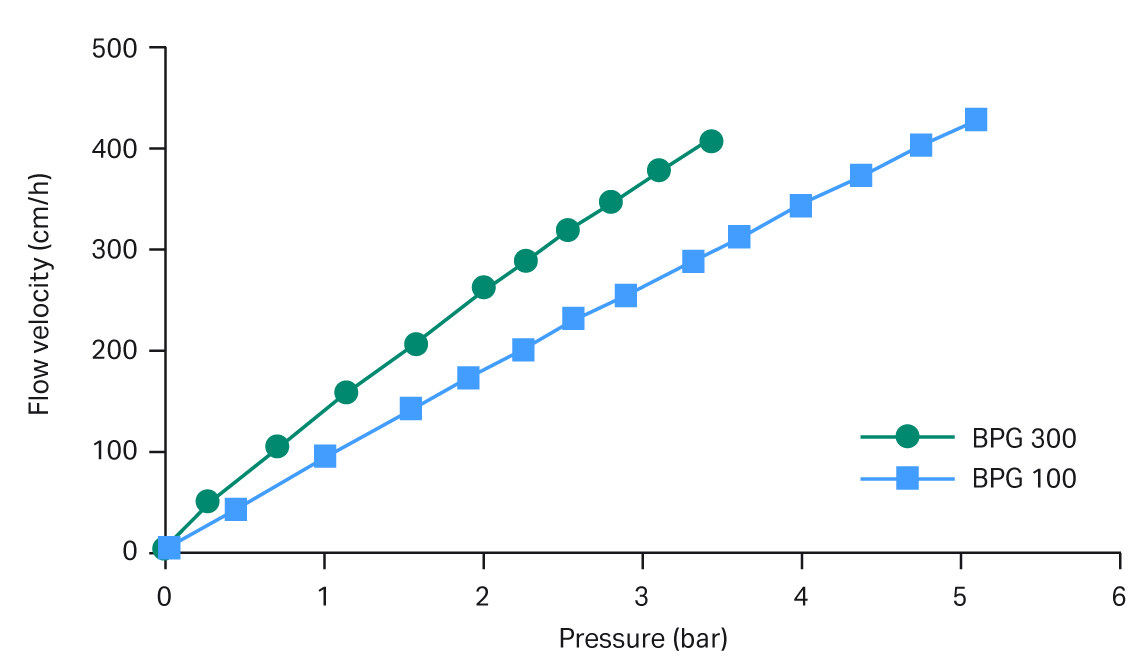
Fig 6. Pressure-flow curves for BPG columns packed to 20 cm bed height with Capto™ SP ImpRes resin. Measurements were made with water at 20°C. The contribution of hardware pressure is excluded.
Results in Chromaflow™ columns
Examples of efficiency results for Capto™ SP ImpRes packed in Chromaflow™ 600 column are shown in Table 7. Both 20 and 30 cm bed heights gave good results.
Table 7. Column efficiency data for Chromaflow™ 600 column packed with Capto™ SP ImpRes resin
| Capto™ resin | Chromaflow™ column | Bed height (cm) | Average plates/m* | Reduced plate height (h) range* | Asymmetry factor (As) range* | Flow velocity for stability test (cm/h)† | Change after stability test (%)† | |
|---|---|---|---|---|---|---|---|---|
| h | As | |||||||
| SP ImpRes | 600 | 20 | 10 900 | 1.9 to 2.4 | 1.1 to 1.3 | 150 | 16 | 13 |
| SP ImpRes | 600 | 30 | 11 400 | 1.9 to 2.3 | 1.2 to 1.5 | 100 | 10 | 2 |
* Test performed at optimal test conditions. Average and ranges of upflow and downflow tests for at three packings.
† Stability tests were run once for each bed height/resin/column combination in water for 16 h at given velocity.
The pressure-flow curve for Capto™ SP ImpRes in Chromaflow™ 600 column is shown in Figure 7. As the optimal CF is difficult to achieve in standard pack-in-place columns, the maximum flow velocity that can be run through the packed bed is limited. The highest operating velocity recommended for this type of column is 150 cm/h at a 20 cm bed height.
Note that bed efficiency and bed stability are good, provided that the 150 cm/h guideline is met.
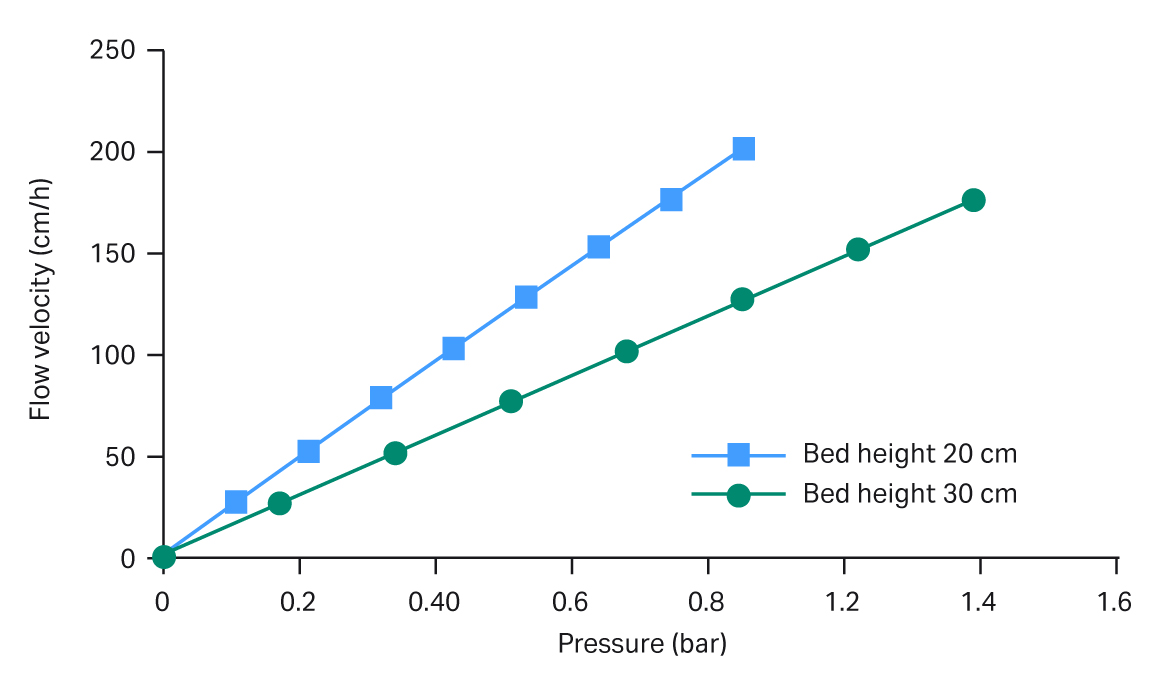
Fig 7. Pressure-flow curves for Chromaflow™ 600 column packed to different bed heights with Capto™ SP ImpRes resin. Measurements were made with water at 20°C. The contribution of hardware pressure is excluded.
Pressure-flow curves for AxiChrom™ (Fig 4) and Chromaflow™ columns (Fig 6) showed higher back pressure in AxiChrom™ columns than in the Chromaflow™ 600 column at the same bed height and flow velocity. This results from the higher compression when packing AxiChrom™ columns compared to when packing Chromaflow™ columns. This higher compression is needed to utilize the full flow velocity of Capto™ ImpRes resin. The back pressure over AxiChrom™ columns at maximum flow velocity is far from the maximum operating range of the columns (4 bar, 0.4 MPa, 58 psi).
Efficiency tests at different flow velocities
Efficiency tests were run at different velocities. Figure 8 shows that the curves follow the van Deemter theory. The AS is stable at the different flow velocities. The reduced plate height increases with the flow velocity and the optimal result is achieved at 20 to 40 cm/h. When running at higher flow velocities, the AS and reduced plate height continue to behave linearly. You can run the efficiency test at any flow velocity, but the and the result should be compared to the optimal result.
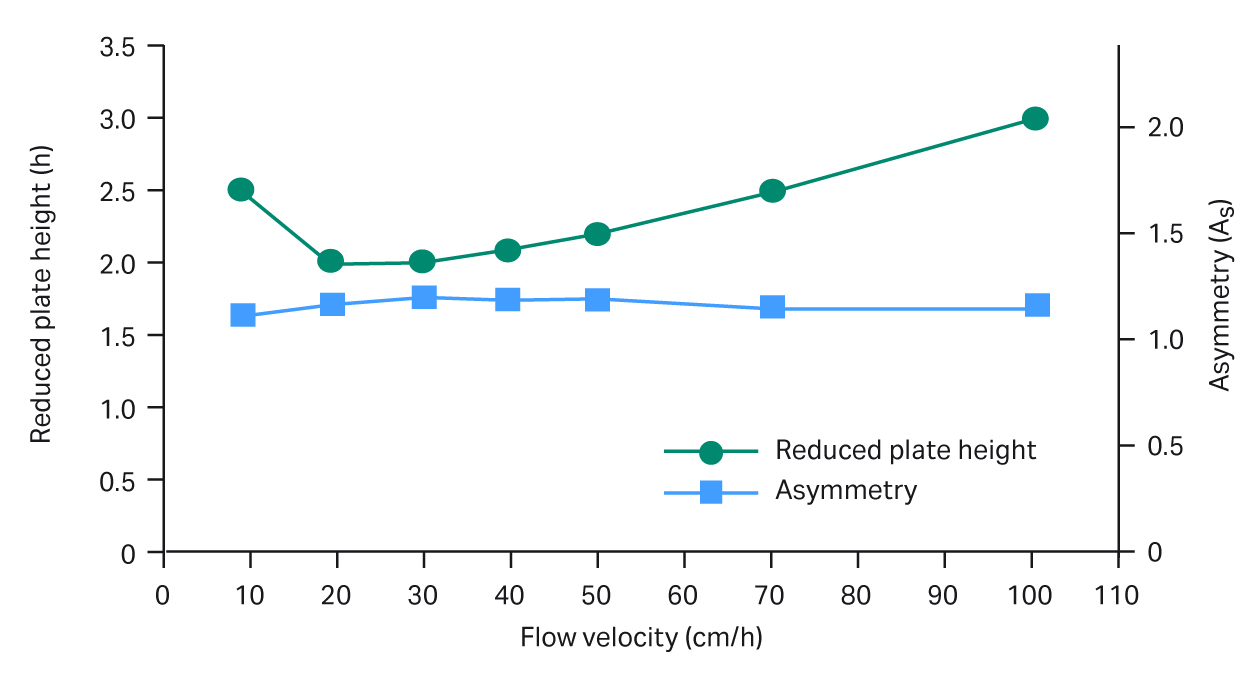
Fig 8. Reduced plate height and As values at different flow velocities run on a 20 cm bed of Capto™ SP ImpRes in a Chromaflow™ 600 column. This is an example, but similar behavior can be expected for packed beds in other columns such as AxiChrom™ and BPG.
Conclusions
We describe packing of Capto™ ImpRes resins in AxiChrom™ columns using the custom mode feature of Intelligent Packing, as well as packing of Capto™ ImpRes resins in BPG and Chromaflow™ columns.
Capto™ ImpRes can generally be packed in AxiChrom™, BPG, and Chromaflow™ columns to bed heights between 10 and 40 cm. See specific column type for details. The flexibility of column diameters and bed heights gives you full utilization of Capto™ ImpRes resin flow capacity, allowing for processes with increased bed heights if your floor space is limited or at lower bed heights and larger diameters to decrease process time. We describe each packing method in relation to a specific packing solution. Deviation from use of the packing solutions described may have significant impact on the PF and subsequently on the packing result.
To utilize the full flow potential of the Capto™ ImpRes resin, we recommend using AxiChrom™ in your process.