Genomic medicine — the therapeutic use of cells and genetic materials — is at the center of a medical revolution. Approvals of genomic medicines are growing each year (1), fueled by new precision medicine platforms that target diseases without current effective treatments. Viral vectors, primarily adeno-associated virus (AAV), efficiently treat some diseases caused by monogenic mutations. Gene-modified cell therapies, notably CAR T cell therapies, successfully treat some late-stage blood cancers but face obstacles for use with solid tumors. Challenges remain for both cell and gene therapies, including too-long development, manufacturing, and batch release timelines. More recently, we have witnessed the emergence of RNA-based therapies. The COVID-19 pandemic showed how such therapies could be developed quickly and at large scale. mRNA has proven its ability to instruct cells to express antigens or proteins in a transient manner but is less efficient if the therapy requires systemic protein replacement (2). Novel RNA variants and oligonucleotides, such as self-amplifying RNA (saRNA) and circular RNA (circ RNA) for the first (3), and short interfering RNA (siRNA), guide RNA (gRNA), and antisense RNA (aRNA) for the latter are now being explored. Lastly, induced pluripotent stem cells (iPSCs) and exosomes, used as therapeutic agents or delivery tools, have gained interest in the scientific community.
All these modalities, their current and future variants, demand manufacturing solutions that can produce them at the needed scale and to stringent quality standards. Only when effective science is matched with efficient manufacturing can cost-effective therapies be made available to patients who are waiting for them.
Manufacturing needs breakthroughs to keep pace with innovation
Trajanoska et al. calculated a median time of 25 years from genetic discovery to drug approval. However, this timeline has significantly shortened over the years (Fig 1 (4).
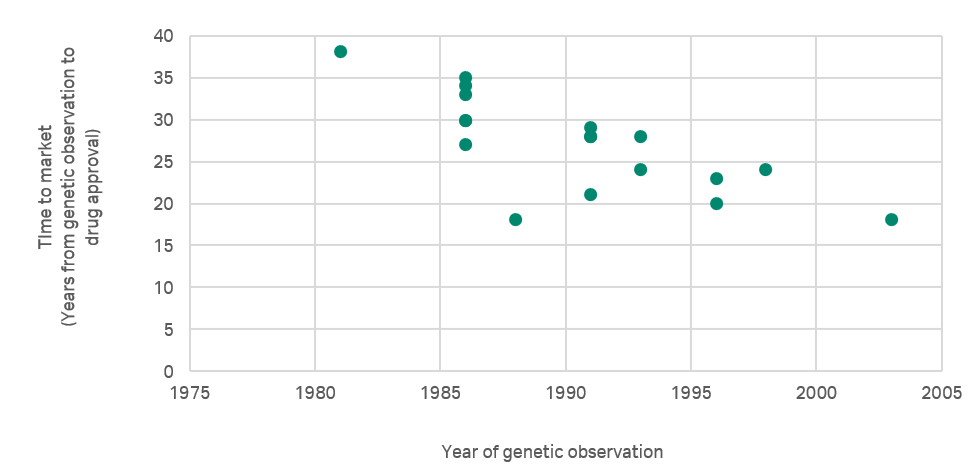
Fig 1. Evolution of time to market in years from genetic observation to drug approval. Based on reference 4.
Major health authorities have created expedited pathways for review and/or approval of priority medicines, including genomic medicines. While these pathways help to accelerate the delivery of life-changing therapies to patients, health authorities still have the same expectations of the information related to chemistry, manufacturing, and controls (CMC) as for drugs on normal approval pathways.
Therapy developers can sometimes struggle to keep up with the shorter timelines. Therefore, manufacturing processes are often deeply rooted in their academic origins. In early-stage research, proof of concept is the priority over optimization that may better support scalable, high-yielding, and good manufacturing practices (GMP)-compliant processing. This early focus can hinder development, leading to compromises that may impact yield and manufacturing cost as the potential therapy transitions into clinical production. But challenges can be overcome. For example, ultracentrifugation to purify AAV capsids can be replaced with chromatographic methods, and single-use technology can support closed processing of CAR T therapies. In both cases, the substitutes are compatible with GMP manufacturing, and both derive from solutions that evolved to improve mAb production.
From a manufacturing standpoint, monoclonal antibodies (mAbs) represent a good benchmark for genomic medicines. Since the first mAb therapeutic approval, a typical mAb platform has evolved and is still evolving 30 years later. Gram-scale production using transient gene expression (TGE), delivering low-titer cell cultures in small batch volumes, has been replaced with optimized cell lines and intensified cell culture methods that can deliver up to one thousand times the titer with some processes running at up to one hundred times the scale (5, 6).
Cell line innovations and intensified processing have combined with the widescale adoption of single-use technologies to deliver a huge productivity boost over this time. Cost of goods manufactured (COGm) has significantly reduced (7, 8) and, with the expiration of many leading mAb product patents, the costs of numerous therapies are falling. The challenge is to ensure that genomic medicines achieve a similar goal, and faster.
Helping the seeds of genomic medicine grow with next-gen manufacturing
Start with the cells
Whatever the type of genomic medicine, the quality and properties of the starting material, and therefore the platform chosen, will drive the process design and manufacturing scheme.
For viral vector manufacturing, this can start by choosing the right cell line for the application. There is more than one choice. Depending on the dose for the therapy and the disease prevalence, developers can choose between transient cell lines, packaging or even producer cell lines, typically with HEK293 as a common starting point (9). But establishing a stable cell line takes time, which isn’t always compatible with the desired drug development timeline. So, a hybrid approach can work, where development starts with one approach, such as a transient cell line, up to phase 1 and even phase 2. As clinical data is gathered, the stable cell line can be constructed and the data to show comparability generated ahead of the switch. This approach allows long-term benefits including reproducible, reliable manufacturing to decrease batch-to-batch variability and improve product quality control (10).
The clinical objective often drives cell choice in cell therapies. Whether the therapy is autologous or allogeneic, cell quality is paramount to success. Through genetic engineering we’ve been able to modify T cells to increase their therapeutic potential beyond first-generation CAR T. Gene editing has created T cell populations with improved responses to antigens, lower rates of exhaustion, and potential use in allogeneic applications. Different gene editing technologies and delivery methods are being explored (11).
Accelerate process development using scale-down models and data science
Process development aims to establish the knowledge of manufacturing process conditions, material attributes, and their links to product quality attributes. Because genomic medicine manufacturing uses variable raw materials such as plasmids and viral vectors, generic process knowledge is lacking. Often, many experiments must be run to establish the process conditions (i.e., the design space) to ensure acceptable product quality attributes. It would take a huge number of experiments to analyze one factor at a time in a complex operation such as AEX-based full capsid enrichment for AAV. Design of experiment (DoE) provides an efficient strategy to reduce the study size yet gain sufficient insights. Thus, lab-scale chromatography systems with built-in DoE capabilities are a key enabler for rapid process development (12).
Data science provides more opportunities to speed up process development. Digital twinning or in silico process modeling enables process understanding based on existing data. Among the many choices for digital solutions, mechanistic modeling is very appealing (13–15). In contrast to empirical modeling, which is based on regression of existing datasets, mechanistic modeling can predict chromatographic behaviors based on a small training dataset to avoid large numbers of chromatographic runs. The modeled conditions can be validated in just a few experiments to accelerate the unit operation, such as enrichment of full particles with AEX (16).
Incorporate a holistic process intensification strategy
Process intensification can improve process efficiency, reducing the waste from overprocessing, logistics, data processing, and manual handling. As soon as a high-yielding process is in place, the next step is to proactively include ways to intensify. Analogous to mAb processes, perfusion technology has enormous potential to intensify cell culture processes, as shown by dramatic titer and cell-specific productivity increases when changing an rAAV process from batch culture to perfusion culture. (17) Multiple downstream unit operations can also be intensified, such as process feed concentration by single-pass tangential flow filtration (SPTFF) (18) or rapid chromatography process-based membrane absorbers and tangential flow depth filtration (TFDF).
In cell and gene therapy, one process intensification trend relies on “biology intensification”. For autologous cell therapy this means transducing CAR T cells more quickly and efficiently, focusing on getting the potent cells transduced and back into the patient (19, 20). For gene therapy this could mean using stable producer cell lines that don’t necessarily produce more vector, but vector with a higher percent of full particles and much higher potency.
Implement advanced analytical technologies alongside the process
Analytics is an indispensable part of manufacturing. Analytic testing provides laboratory evidence that product quality attributes meet the specifications, and the process performs as expected. Insufficient analytical testing or technologies could result in poor product and process understanding, and in the extreme case to chemistry, manufacturing, and controls (CMC)-related regulatory setbacks (21). To meet process development and manufacturing objectives, a broad set of analytical technologies is needed. Process development often prioritizes speed, while GMP manufacturing and batch release prioritizes real-time attribute monitoring for in-process controls and validated assays for product release. The use of process analytical technologies (PATs) and high-resolution release assays is expected to keep the manufacturing processes under control to manage product quality and efficacy (22). This vision requires a substantial investment in both instrumentation and method development. Still, developers are strongly encouraged to implement a quality-by-design (QbD) framework early in process development, to anticipate and proactively mitigate the risks associated with analytics and the manufacturing process. Several case studies have provided systematic approaches for implementing QbD in viral vectors and cell therapy products (23–25). The adoption of QbD elements is poised to gain further traction with the release of guidelines for next-gen manufacturing (26), ushering in a new era of methodical and quality-centric practices.
Use comprehensive solutions for manufacturing
As already alluded to, genomic medicines are costly and require significant expertise to manufacture. Hence, moving to manufacturing solutions that derisk and simplify the processes will ultimately help ensure better process control, reduced risk of batch failure, and faster batch release.
The use of closed systems is proven as a very efficient way to reduce both contamination risk and cleanroom validation burden. Coupled with single-use solutions, this enables very flexible manufacturing facility design, making multiproduct facilities much easier to set up and validate. Implementing digital solutions for manufacturing execution systems (MES) and quality management systems is a strategy drug developers are starting to adopt to reduce the “data burden” and enhance compliance (27).
Conclusion
The rise of genomic medicines has opened new avenues to effectively manage diseases that were once difficult to treat. As therapeutic advances gain momentum, manufacturing processes must evolve in tandem to ensure the sustained growth of these novel medicines for the global benefit of patients. As biomanufacturing technologies mature, especially for antibody-based therapies, there’s a strategic opportunity to apply these advances to develop next-gen manufacturing platforms dedicated to genomic medicines.
What will it take to make next-gen manufacturing platforms a reality, soon? Industry-wide collaboration. Working together, molecule owners, manufacturers, and suppliers will create an ecosystem that fosters innovation. A collaborative approach will ensure that solutions meet user requirements and that suppliers receive timely feedback on performance. This convergence of expertise will propel the industry forward, to get more therapies to more patients in need.
References
- Sector Snapshot, A. R. M. ARM - Sector Snapshot - BUILDING A NEXT-GEN WORKFORCE; Alliance for Regenerative medicine. 2023. [Accessed: 14FEB2024] https://sciwheel.com/work/signin?targetUrl=%2Fwork%2F%23%2Fitems%2F15493790
- Qin S, Tang X, Chen Y, Chen K, Fan N, Xiao W, Zheng Q, Li G, Teng Y, Wu M, et al. mRNA-based therapeutics: powerful and versatile tools to combat diseases. Signal Transduct. Target. Ther. 2022;7:166. doi: 10.1038/s41392-022-01007-w.
- Why rings of RNA could be the next blockbuster drug. Nature. 2023;622:22–24. doi: 10.1038/d41586-023-03058-7.
- Trajanoska K, Bhérer C, Taliun D, Zhou S, Richards JB, Mooser V. From target discovery to clinical drug development with human genetics. Nature. 2023;620:737–745. doi: 10.1038/s41586-023-06388-8.
- Shukla AA, Wolfe LS, Mostafa SS, Norman C. Evolving trends in mAb production processes. Bioeng. Transl. Med. 2017;2:58–69. doi : 10.1002/btm2.10061.
- Wulhfard S, Tissot S, Bouchet S, Cevey J, De Jesus M, Hacker DL, Wurm FM. Mild hypothermia improves transient gene expression yields several fold in Chinese hamster ovary cells. Biotechnol. Prog. 2008;24:458–465. doi: 10.1021/bp070286c.
- Mahal H, Branton H, Farid SS. End-to-end continuous bioprocessing: Impact on facility design, cost of goods, and cost of development for monoclonal antibodies. Biotechnol. Bioeng. 2021;118:3468–3485. doi: 10.1002/bit.27774.
- Pollard D, Brower M, Abe Y, Lopes AG, Sinclair A. Standardized Economic Cost Modeling for Next-Generation MAb Production. BioProcess International. September 15, 2016.
- Tan E, Chin CSH, Lim ZFS, Ng SK. HEK293 cell line as a platform to produce recombinant proteins and viral vectors. Front. Bioeng. Biotechnol. 2021;9:796991. doi: 10.3389/fbioe.2021.796991.
- Faust N. Scaling AAV vector manufacture: overcoming roadblocks to the translation of gene therapies. Cell Gene Therapy Insights. 2020;6:617–623. doi: 10.18609/cgti.2020.074.
- Atsavapranee ES, Billingsley MM, Mitchell MJ. Delivery technologies for T cell gene editing: Applications in cancer immunotherapy. EBioMedicine. 2021;67:103354. doi: 10.1016/j.ebiom.2021.103354.
- Cytiva. Gain efficiency in process development. [Accessed: 19OCT2023]. https://www.cytivalifesciences.com/solutions/bioprocessing/knowledge-center/gain-efficiency-in-process-development.
- Rischawy F, Saleh D, Hahn T, Oelmeier S, Spitz J, Kluters S. Good modeling practice for industrial chromatography: Mechanistic modeling of ion exchange chromatography of a bispecific antibody. Comput. Chem. Eng. 2019;130:106532. doi: 10.1016/j.compchemeng.2019.106532.
- Destro F, Joseph J, Srinivasan P, Kanter JM, Neufeld C, Wolfrum JM, Barone PW, Springs SL, Sinskey AJ, Cecchini S, et al. Mechanistic modeling explains the production dynamics of recombinant adeno-associated virus with the baculovirus expression vector system. Mol. Ther. Methods Clin. Dev. 2023, 30:122–146. doi: 10.1016/j.omtm.2023.05.019.
- Nguyen TNT, Sha S, Hong MS, Maloney AJ, Barone PW, Neufeld C, Wolfrum J, Springs SL, Sinskey AJ, Braatz R D. Mechanistic model for production of recombinant adeno-associated virus via triple transfection of HEK293 cells. Mol. Ther. Methods Clin. Dev. 2021;21:642–655. doi: 10.1016/j.omtm.2021.04.006.
- Enghauser L. Leveraging the potential of AAV full/empty particle separation on anion-exchange resins by applying mechanistic modeling. ESGCT. 2023.
- Coronel J, Patil A, Al-Dali A, Brass T, Faust N, Wissing S. Efficient Production of rAAV in a Perfusion Bioreactor Using an ELEVECTA™ Stable Producer Cell Line. Genetic Engineering & Biotechnology News. [Published: 02APRIL2021].
- Young S, Welsh J, Hitchcock A, Mirmalek-Sani H. Purification of adeno-associated virus by single-pass tangential flow filtration (SPTFF). ACS. [Published 2021].
- Zhang C, He J, Liu L, Wang J, Wang S, Liu L, Ge J, Gao L, Gao L, Kong P, et al. Novel CD19 chimeric antigen receptor T cells manufactured next-day for acute lymphoblastic leukemia. Blood Cancer J. 2022;12:96. doi: 10.1038/s41408-022-00688-4.
- Flinn IW, Jaeger U, Shah NN, Blaise D, Briones J, Shune L, Boissel N, Bondanza A, Lu D, Zhu X, et al. A First-in-Human Study of YTB323, a Novel, Autologous CD19-Directed CAR-T Cell Therapy Manufactured Using the Novel T-Charge TM platform, for the Treatment of Patients (Pts) with Relapsed/Refractory (r/r) Diffuse Large B-Cell Lymphoma (DLBCL). Blood. 2021;138;740–740. doi: 10.1182/blood-2021-146268.
- Yang G, Liu L, Suhendra M, Agarwal S, Smith JF. Disruptions in the development of cell and gene therapies. Nat. Rev. Drug Discov. 2022;21:171. doi: 10.1038/d41573-022-00004-6.
- Gimpel AL, Katsikis G, Sha S, Maloney AJ, Hong MS, Nguyen TNT, Wolfrum J, Springs SL, Sinskey AJ, Manalis, SR, et al. Analytical methods for process and product characterization of recombinant adeno-associated virus-based gene therapies. Mol. Ther. Methods Clin. Dev. 2021;20:740–754. doi: 10.1016/j.omtm.2021.02.010.
- Cashen P, Manser B. Quality by Design (QbD) for Adeno-Associated Virus (AAV) A Framework for a QbD Assessment for AAV Products Within the Chemistry Manufacturing and Controls (CMC) Documentation. 2021.
- MacMichael G, Ramdas S, Heidaran M, McCormac P, Sanders I, Cheng A, Cirelli D, Home M, Baldus P, Banbula A, et al. Project A Gene - A case study-based approach to integrating QbD principles in Gene Therapy CMC programs; Alliance for Regenerative Medicine. 2021.
- Eissa A, Gash L. Project A-Cell - A case study-based approach to integrating QbD principles in Cell-based Therapy CMC programs; Daghlian M, Ed. Alliance for Regenerative Medicine. 2022.
- ICH guideline Q13 on continuous manufacturing of drug substances and drug products. US Food and Drug Administration. Center for Drug Evaluation and Research. 2023.
- Gordon K, McIntosh J. Applying Industry 4.0 digital solutions to improve access to cell and gene therapies. European Pharmaceutical Manufacturer. 19JUN2023.