Using common cleaning agents including ethanol/isopropanol and hydrogen peroxide/peracetic acid for effective cleaning
We determined the compatibility of legacy ÄKTAprocess™ and the next-generation ÄKTA process™ chromatography systems with common cleaning processes for external surfaces, including fogging of the entire system using a commercial fogging solution. Note that the study does not detail any microbiological decontamination advantages or disadvantages in any of the methods used.
Introduction
Large-scale chromatography systems for bioprocessing are exposed to a variety of cleaning agents as well as several potentially aggressive chemicals (e.g., salts, aldehydes). We designed this study to test the compatibility of ÄKTAprocess™ systems (Fig 1) with several common cleaning agents. The systems and components were exposed to common surface cleaning agents and were also tested for response to clean room fogging agents. Tests were designed to assess local (spot) cleaning effectiveness as well as a whole-system method using a common fogging method.
This article is based on the application note “Cleaning procedures for ÄKTAprocess system external surfaces” (CY13216), which was originally published in 2009 using the legacy ÄKTAprocess system. Materials used on the next-generation ÄKTA process™ CFG chromatography system are equal to or improved regarding chemical compatibility compared to the legacy ÄKTAprocess™ system. Therefore, chemical resistance and procedures used in this study should also apply to the next-generation ÄKTA process™ CGF system. All mentions below for ÄKTAprocess™ refer to experiments performed on the legacy ÄKTAprocess™ system.


Fig 1. ÄKTA process™ CFG next-generation chromatography system (left) and the legacy ÄKTAprocess™ system (right).
Click here for details of materials and methods used in this study.
Results and discussion
Component test
Surface tests
Most component surfaces tested showed no detectable effects (grade 5 according to Table 1) of any of the cleaning solutions or the salt residues.
In experiment 1—Common cleaning agents were used, exceptions included: (1) the power supply connection (blue polycarbonate) showed noticeable surface marking when viewed at certain angles; (2) The blue surface color of the Roxtec cable (polymer) bled slightly when exposed to cleaning agents; and (3) the steel surface of the flow meter showed slight bleaching.
In experiment 2—Salt residues were used, exceptions included: (1) the steel surface of the flow meter showed rust spots after exposure to NaCl (but prior to wiping) and slight bleaching when exposed to isopropanol and ethanol; and (2) some EPDM membranes showed slight discoloration when exposed to NaOH.
Fogging test
The results showed that most of the component parts showed no surface impact after short- or long-term exposure to NaOH and NaCl. Sodium chloride, however, caused rust stains where salt residues were present on some areas of exposed steel, and this effect was amplified in combination with fogging, showing black spots after wiping. We therefore recommend that steel parts are cleaned of any residues using water prior to clean room fogging treatments with Minncare solution. Following fogging, functional tests of the system circuit card as well as the CU-960 control box were all successful.
System testing
Surface test
None of the tested surfaces were affected by the cleaning chemicals 3% Minncare solution and 6% hydrogen peroxide.
Fogging tests
We found that fogging of an entire ÄKTAprocess™ system gave results similar to the component fogging study—Minncare disinfectant solution in combination with salt residues tended to exacerbate the rust effect on stainless steel surfaces (Fig 2).
|
|
|

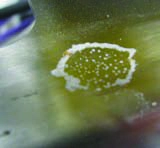
Fig 2. Examples of incipient rust on areas of salt residue on steel surfaces after fogging.
|
|
|


Fig 3. Areas of salt residue and subsequent rust (left photo) are normally easily removed with gentle cleaning with water (right photo).
In most cases, we could remove residue and rust with gentle wiping of the surface using water (Fig 3). No effects were seen on tags, adhesives, or labels. The results suggest that cleaning of external surfaces (with special attention to steel surfaces) is important before fogging of ÄKTAprocess™ systems. Although the fog slightly penetrated the electrical system cabinet, no effects of the fogging were seen on system functional performance.
Conclusions and recommendations
Our study results show that common cleaning agents such as 70% ethanol and 70% isopropanol can be used on the legacy ÄKTAprocess™ and the next-generation ÄKTA process™ system. The only case for concern is when steel is in contact with salt residues. In such cases, you should take care to completely remove salt residues prior to cleaning (step 1 below).
We suggest the following recommendations for cleaning your legacy ÄKTAprocess™ or next-generation ÄKTA process™ system:
- Regularly wipe/wash off system surfaces with water to remove salt and other external deposits. Note that this step is mandatory prior to performing either of the following procedures!
- Regularly clean system surfaces with 70% ethanol or 70% isopropanol, and before placing the system in a clean room environment (according to SOPs).
- Clean room cleaning techniques may include fogging with Minncare solution (22% hydrogen peroxide, 4% peracetic acid) according to SOPs.
Find out more about our next-generation ÄKTA process™ chromatography systems.
CY13216-18Sep23-AN