Non-recoverable product hold-up is a significant concern for the downstream processing of biologics, especially at the end of drug substance manufacture for highly concentrated and purified products. Efforts are therefore typically made to optimize processes to minimize product loss. This application note demonstrates the performance of our fully-closed Allegro™ Connect bulk fill system and the optimized recovery processes, reducing product loss within a wide range of bulk filling and filtration flow paths. All studies confirmed non-recoverable hold-up volumes remained below 2.5% of the feed volume for a range of model processes.
Introduction
Bulk filling is typically considered the last step of drug substance manufacturing prior to either freezing and storage or directly to the final formulation and filling of the drug product. At the end of drug substance downstream processing, the product is highly purified and concentrated and therefore, highly valuable. With traditional manual processing—consisting of inefficiently designed manifolds combined with non-repeatable recovery techniques—significant product loss is likely at this critical step. The Allegro™ Connect bulk fill system has been designed to automate product draining and recovery within a batch to standardize these processes and minimize non-recoverable hold-up within both the filtration and distribution flow path sections.
The Allegro™ Connect bulk fill system can be set up in four hardware configurations dependent on the container type and capacity: all-in-one biocontainer bags or bottles (each up to 120 fills); and tower biocontainer bags or bottles (each up to 320 fills). Additionally, it can accommodate no filtration, or filtration in single, serial, or parallel configurations. Bulk filling is completed in up to 20 sets of fills (sub-batches) of 6, 12, or 16 containers, dependent on the size of the distribution manifold selected, which in turn is a function of batch volume and processing time. At the end of each sub-batch, irrespective of container type, the distribution manifold hold-up is recovered into the final filling container and weighed. The hold-up between the distribution manifold and each container is drained and weighed sequentially, minimizing product loss at each distribution manifold changeover. The hold-up within the multiplier manifolds is then drained into the recovery biocontainer bag, situated at the lowest point within the fluid pathway, see Figure 1 for flow path reference.
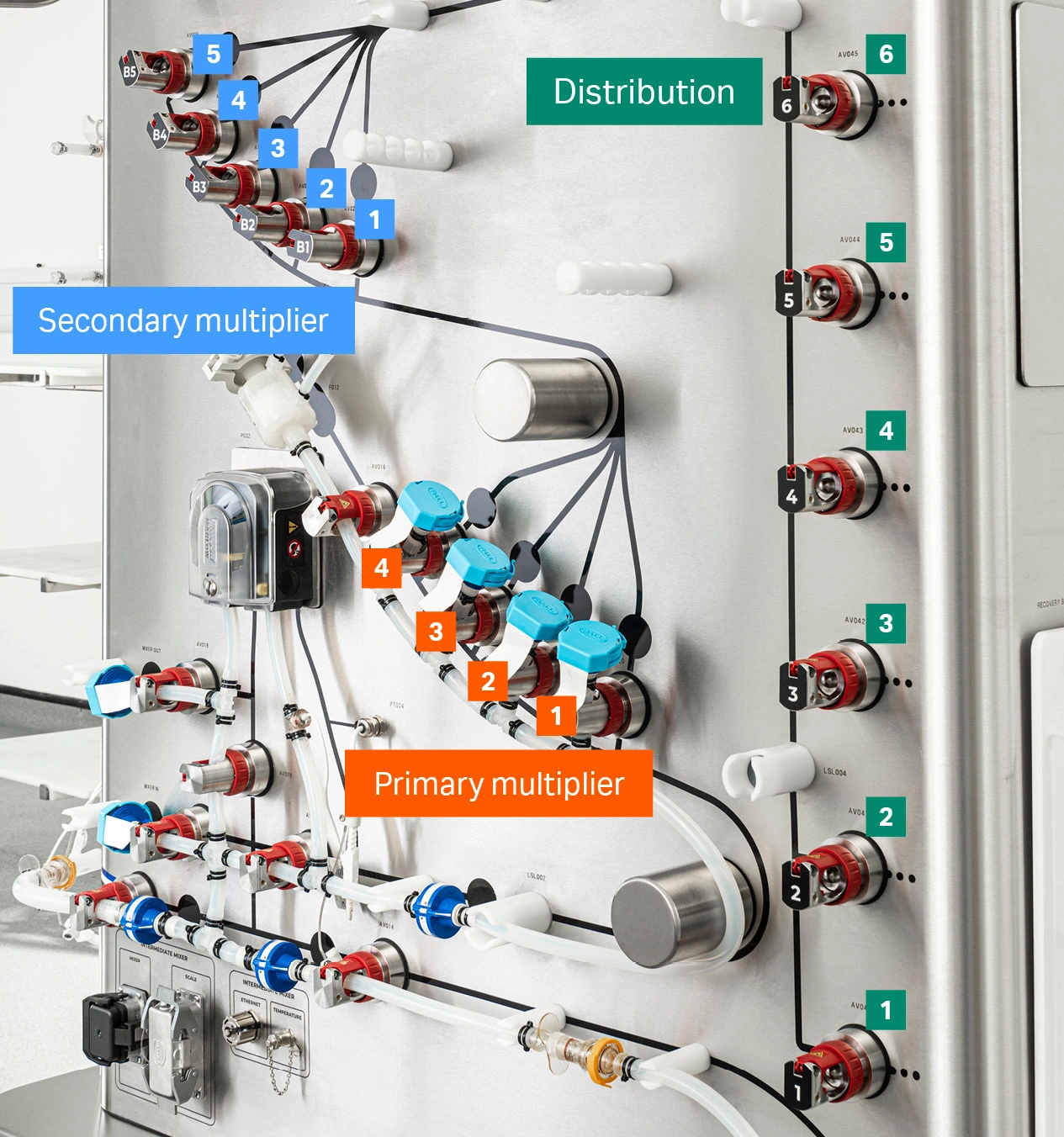
Fig 1. Multiplier and distribution flow path and port numbers on the Allegro™ Connect bulk fill system (all-in-one system shown here).
Fluid held in the recovery biocontainer bag does not remain static for the remainder of the batch and is used to prime the new distribution manifold installed at the next sub-batch. At the end of the container filling, product hold-up within the filtration manifold is drained into the recovery biocontainer bag by a combination of abortive forward flow integrity tests and air bubbling into the core of the filter at the second filter position. The combination of these two recovery methods has vastly reduced the non-recoverable product hold-up present within the bulk filling flow path (Fig 2).
Bulk filling performance data generated from a series of application tests with the Allegro™ Connect bulk fill system is presented here to demonstrate the minimal non-recoverable product hold-up within the flow path. This was completed via an automated process utilizing four hardware configurations, minimum and maximum single filtration configurations and 1 cP and 35 cP monoclonal antibody product simulants.
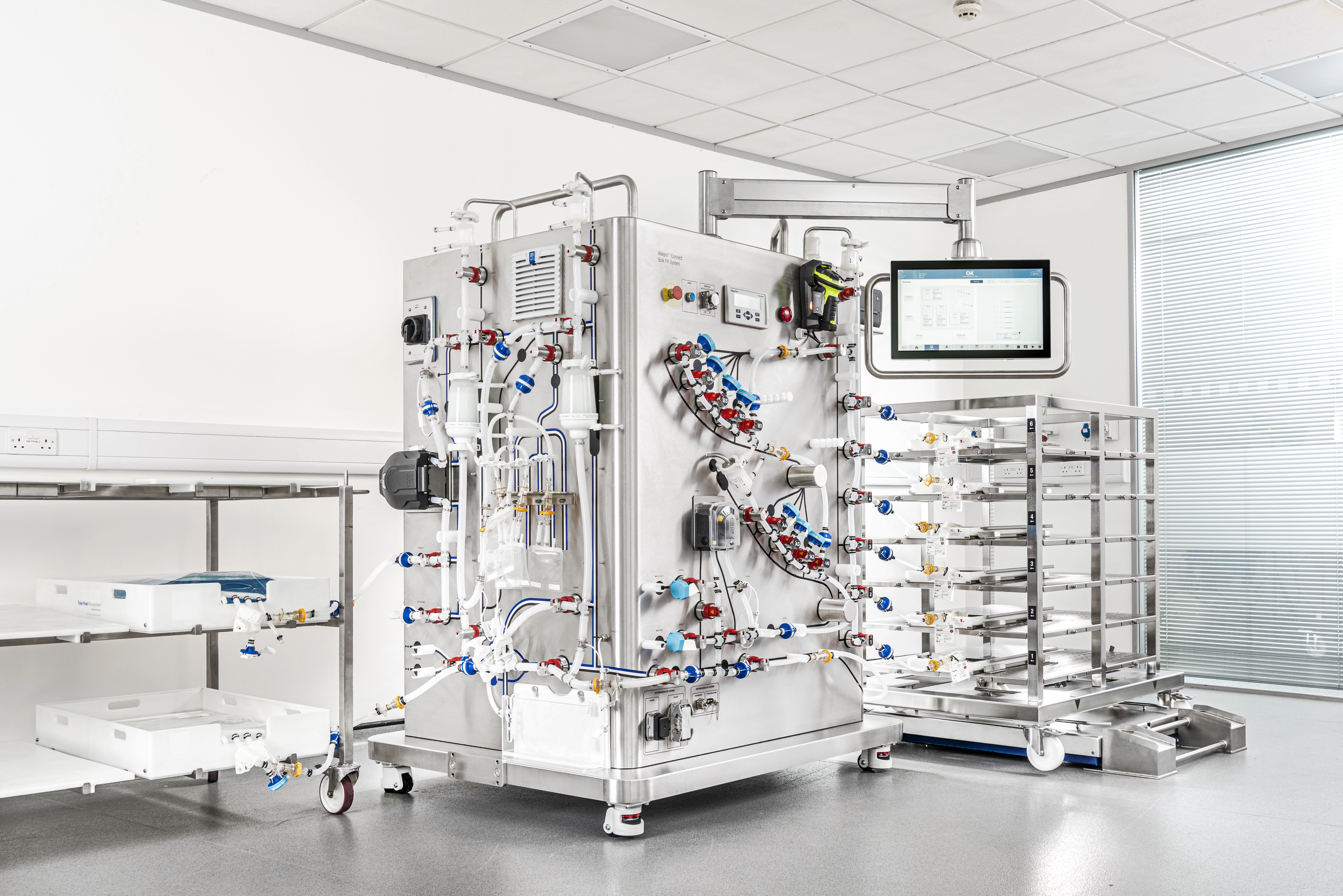
Fig 2. The all-in-one Allegro™ Connect bulk fill system connected to the weighing platform with a 12-shelf biocontainer bag workstation installed (right). The Allegro™ workstation (left) holds the feed and flush biocontainer bags. The system pictured contains a Siemens programmable logic controller (PLC) and a human-machine-interface (HMI).
MATERIALS AND METHOD
Materials
The equipment, manifolds and materials used for this study are detailed in Tables 1 to 3.
Table 1. Equipment used for the non-recoverable hold-up study
| Product | Manufacturer |
| Allegro™ Connect bulk fill system PLC CE 230VAC | Cytiva |
| Allegro™ Connect bulk fill system 16-valve biocontainer bag tower CE | Cytiva |
| Allegro™ Connect bulk fill system 16-valve bottle tower CE | Cytiva |
| Mettler Toledo C600 platform and ramp | Mettler Toledo GmbH/Cytiva |
| Allegro™ Connect bulk fill system 16-biocontainer bag workstation | Cytiva |
| Allegro™ Connect bulk fill system bottle workstation | Cytiva |
| Allegro™ Connect bulk fill system 6 × 1 L square bottle tray | Cytiva |
| Allegro™ Connect bulk fill system 6 × 2 L square bottle tray | Cytiva |
| Allegro™ Connect bulk fill system 6 × 5 L square bottle tray | Cytiva |
| Allegro™ Connect bulk fill system 6 × 10 L square bottle tray | Cytiva |
| Allegro™ Connect bulk fill system 6 × 20 L square bottle tray | Cytiva |
| Allegro™ Connect bulk fill system 16 × 1 L square bottle tray | Cytiva |
| 200 L square container stainless steel with load cells | Cytiva |
| LevMixer™ drive unit IV | Cytiva |
Table 2. Equipment used for the non-recoverable hold-up study
| Product | Manufacturer |
| Allegro™ Connect bulk fill system pump 1 manifold with Kleenpak™ Presto connector | Cytiva |
| Allegro™ Connect bulk fill system sampling manifold 4 × 50 mL biocontainer bags | Cytiva |
| Allegro™ Connect bulk fill system filter interlink manifold with Kleenpak™ Presto connector | Cytiva |
| Allegro™ Connect bulk fill system serial 2 manifold with no filter | Mettler Toledo GmbH/Cytiva |
| Allegro™ Connect bulk fill system serial 2 manifold with NP1LUECVP1G filter | Cytiva |
| Allegro™ Connect bulk fill system serial 2 NP7UECVP1G | Cytiva |
| Allegro™ Connect bulk fill system pump 2 intermediate mixer manifold | Cytiva |
| Allegro™ Connect bulk fill system recovery bag manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system primary multiplier manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system secondary multiplier manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system 6 × bottle distribution manifold with Kleenpak™ Presto sterile connector and Kleenpak sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system 16 × bottle distribution manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system 6 × biocontainer bag distribution manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system 16 × biocontainer bag distribution manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system 1 L storage bag manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| Allegro™ Connect bulk fill system bottle cap manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector (for tower) | Cytiva |
| Allegro™ Connect bulk fill system all-in-one bottle cap manifold with Kleenpak™ Presto sterile connector and Kleenpak™ sterile disconnector | Cytiva |
| 1 L Nalgene bottle | Thermofisher Scientific |
| 200 L LevMixer™ biocontainer bag | Cytiva |
Table 3. Materials used for the non-recoverable hold-up study
| Product | Manufacturer |
| Proprietary monoclonal antibody (mAb) simulant | N/A |
| Reverse osmosis (RO) water | Cytiva |
Method
This test incorporated four hardware system iterations, namely, the all-in-one biocontainer bag, all-in-one bottle, tower biocontainer bag and tower bottle systems (see Figure 3 and 4). There is an option to combine the all-in-one biocontainer bag and bottle system into a “hybrid” version with both sets of distribution valves present. The hybrid system was used for this study, as well as the ‘no filtration’ or ‘single filtration’ configuration with either no filters or one filter installed. Additionally, a 200 L LevMixer™ system was used to hold the product feed for all tests.
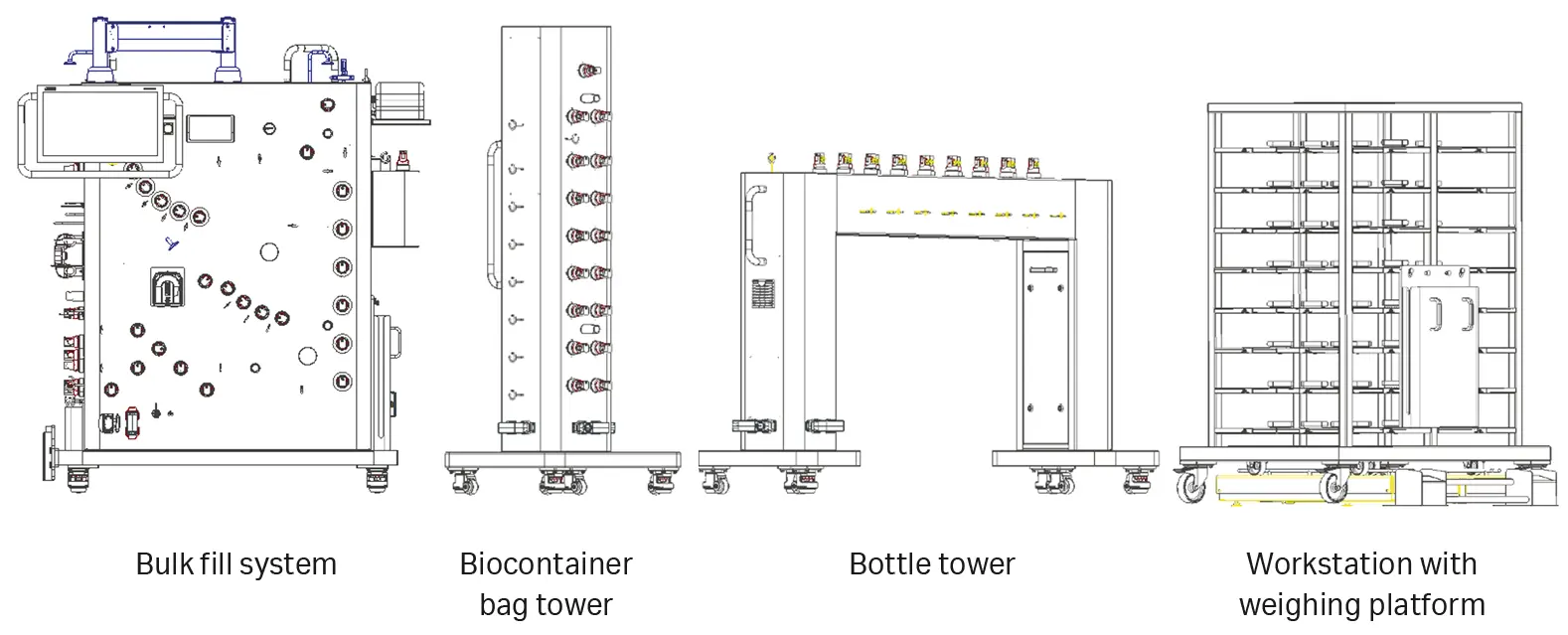
Fig 3. The Allegro™ Connect bulk fill system hardware elements for each system configuration.
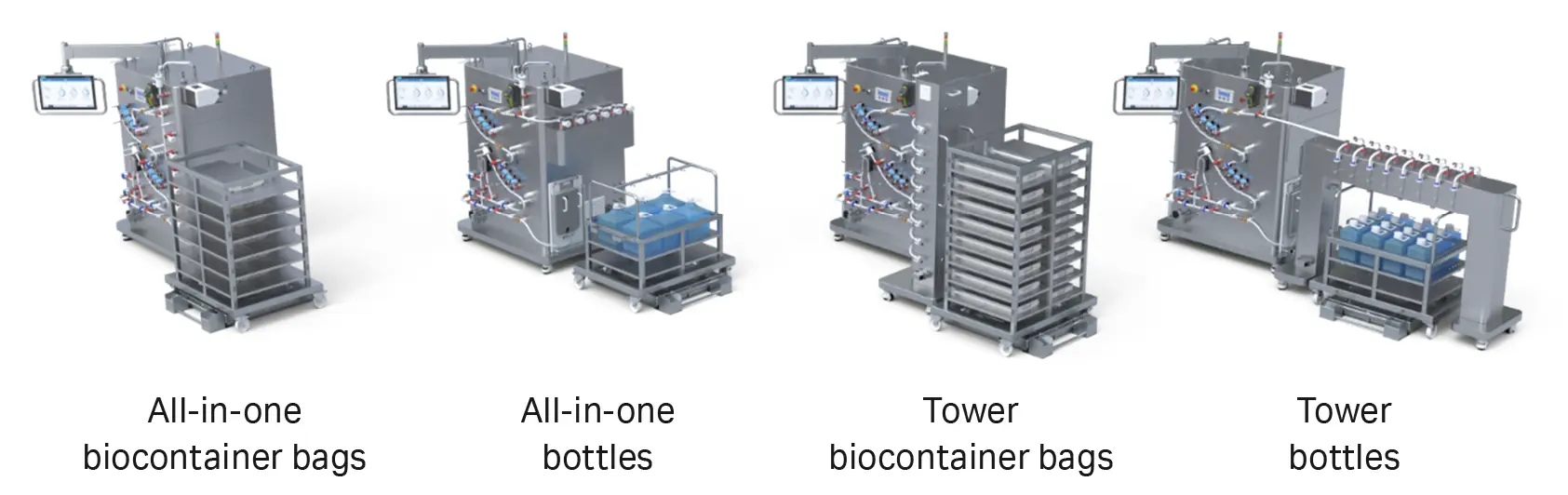
Fig 4. The Allegro™ Connect bulk fill system configurations used during application testing.
The Allegro™ Connect bulk fill system hardware and single-use system was installed and operated as per the instructions for use. For all testing, the inlet (200 L LevMixer™) and outlets (bulk fill system filling balance and an external balance for the filter flush fluid) were weighed to ensure accurate determination of the hold-up within the manifold.
One new manifold set was installed for each viscous feed and filtration configuration studied. Prior to product commitment and to assess single-use integrity after manufacture, flow paths were pre-use leak tested, where all passed. For 1 cP product (RO water) testing, both the primary and secondary multipliers were used, whereas for 35 cP testing only a primary multiplier was installed. Excluding the primary multipler port used to connect to the secondary multiplier, each multiplier port was connected to a new distribution manifold, see Figure 1 and Table 4 detailing the multiplier port mapping with both products.
Table 4. Multiplier port connections for non-recoverable hold-up study
| Multiplier | Port number | Connected manifold for 1 cP run | Connected manifold for 35 cP run |
| Primary | 1 | 6 × biocontainer bag distribution | 6 × biocontainer bag distribution |
| 2 | 6 × biocontainer bag distribution | 6 × bottle distribution | |
| 3 | 16 × biocontainer bag distribution | 16 × biocontainer bag distribution | |
| 4 | Secondary multiplier | 16 × bottle distribution | |
| Secondary | 1 | 6 × bottle distribution | N/A |
| 2 | 6 × bottle distribution | N/A | |
| 3 | 16 × bottle distribution | N/A | |
| 4 | 16 × biocontainer bag distribution | N/A | |
| 5 | 16 × biocontainer bag distribution | N/A |
Once manifold leak testing was completed, each manifold was disconnected via the in-line Kleenpak™ sterile disconnector and weighed. This weight was recorded for each manifold as the “dry weight”. Kleenpak™ sterile disconnectors were then replaced, and the manifolds reconnected. This was completed for all distribution manifolds, core manifolds and the three filtration variants, namely, no filtration, single NP1L (25 mm/1 in. capsule) Supor™ ECV filtration and single NP7 (508 mm/20 in. capsule) Supor™ ECV filtration. Disconnection points between manifolds are highlighted in Figure 5 and the manifold sections are listed below:
- Filtration: includes pump 1, sampling (if required), filter interlink and filter 2/no filter manifolds.
- Core distribution: includes pump 2 and primary multiplier manifolds.
- Recovery: includes the recovery biocontainer bag.
- Optional multiplier: includes the secondary multiplier.
- Distribution: includes the distribution manifold. (6×/16× biocontainer bag or bottle manifolds)
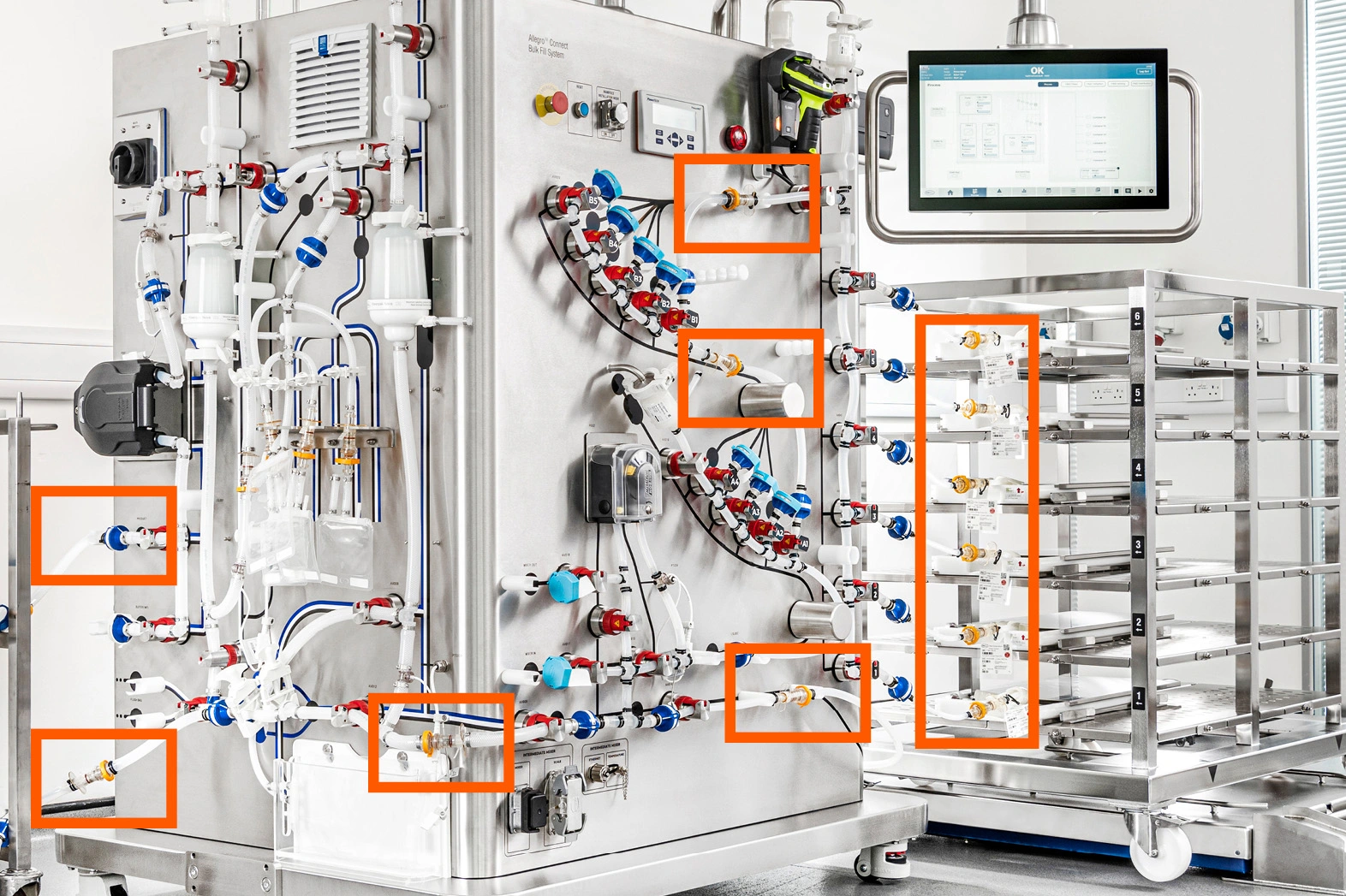
Fig 5. Kleenpak™ sterile disconnectors disconnection points across the manifold flow path, shown here with an all-in-one biocontainer bag system. Disconnected points are indicated by the orange boxes.
For water runs, filters were primed at ~ 0.13 L/min, irrespective of filter size and flushed with ~ 1.3 × the capsule volume, prior to pre-use post-sterilization filter integrity testing, where all filters passed using a forward flow test procedure. For further details regarding automated filter preparation and integrity. For 35 cP product testing, priming, and flushing was completed as described above, however, no pre-use IT testing was completed. The remaining steps were identical for the two product runs.
The distribution manifold was primed at ~ 0.15 L/min before completing the first sub batch; filling six 2 L biocontainer bags to 1.2 kg of product fluid. For further information regarding automated filling. Once the sub-batch was completed, the distribution manifold was disconnected, and weight recorded as the “drained weight”. By subtracting the dry weight from the drained weight, the non-recoverable hold-up within each manifold was determined. This was repeated for all distribution manifolds installed (see Table 4 for details) where 2 L containers were connected for all fills and filled to 1.2 kg. Once all the distribution manifolds were used, the filtration manifold recovery was completed. When no filters were installed, the product was gravity drained to the recovery biocontainer bag. When filters were installed, an abortive forward flow integrity test ensued for 5 min followed by air bubbling from the downstream air biocontainer bag for 5 min, directing product towards the recovery biocontainer bag.
For the transition from filling to recovery there are two options, either transitioning by container number or by full distribution of product (i.e., air detected at the inlet level sensor). Additionally, there are two main options for the product contained in the recovery biocontainer bag, namely, weighing the full contents or redistributing all or some of the fluid to the filling containers. The amount of fluid distributed depends on the end-user choice to either allow or refuse distribution manifold changeovers, if required. To assess the effect these alternatives had on the process, all four options were tested, and the affected manifolds reweighed.
Once recovery was completed, and all process scenarios were tested, the remaining flow path was disconnected into the sections shown in Figure 6 and weighed. It is worth noting, for all studies, any loss within the product mixer was considered out of scope and not included in the final non-recoverable hold-up calculations. This is due to the wide range of mixer options available (both in size and type) and therefore in this test could not be standardized to account for all process variants.
Results
Splitting the flow path into defined sections allowed the quantification of hold-up within each manifold section. This enabled the calculation of estimated non-recoverable product loss for a variety of processes through manifold selection and quantification based on process requirements such as batch size, filtration configuration, container type, filling capacity and product viscosity. Three model process scenarios have been selected to give end-users an indication as to non-recoverable hold-up expected within the flow path based on varied process requirements.
Model batch process: small volume
Examples of the scoped applications for low volume bulk filling are viral vector production, mRNA manufacture and highly concentrated biologics such as monoclonal antibodies. Due to the lower batch volume, if filtration is required, small filter capsule sizes up to 127 mm (5 in.) are expected. Table 5 details process parameters used for this small volume bulk fill model to demonstrate the expected non-recoverable hold-up within varied bulk fill system flow paths. Figure 7 shows the expected non-recoverable hold-up for a process filling up to 24 containers, with a total of 25 L of product, with either no filtration or 127 mm (5 in.) single filtration, product viscosities of 1 cP or 35 cP and either bottle or biocontainer bag container filling. As expected, higher product viscosity and inclusion of filtration both increased the calculated non-recoverable product loss. However, all process options were found to contain less than 2.5% of the total batch volume as non-recoverable hold-up within the flow path.
Table 5. Low volume batch model process parameters used
| Process parameter | Description or value |
| Batch size | 25 L |
| Product | 1 cP (water-like) or 35 cP (highly concentrated) |
| Number of fills | 24 |
| Hardware configuration | All-in-one bulk fill system biocontainer bags or bottles |
| Filtration configuration | None or 127 mm (5 in.) single filter |
Small batch volume non-recoverable hold-up
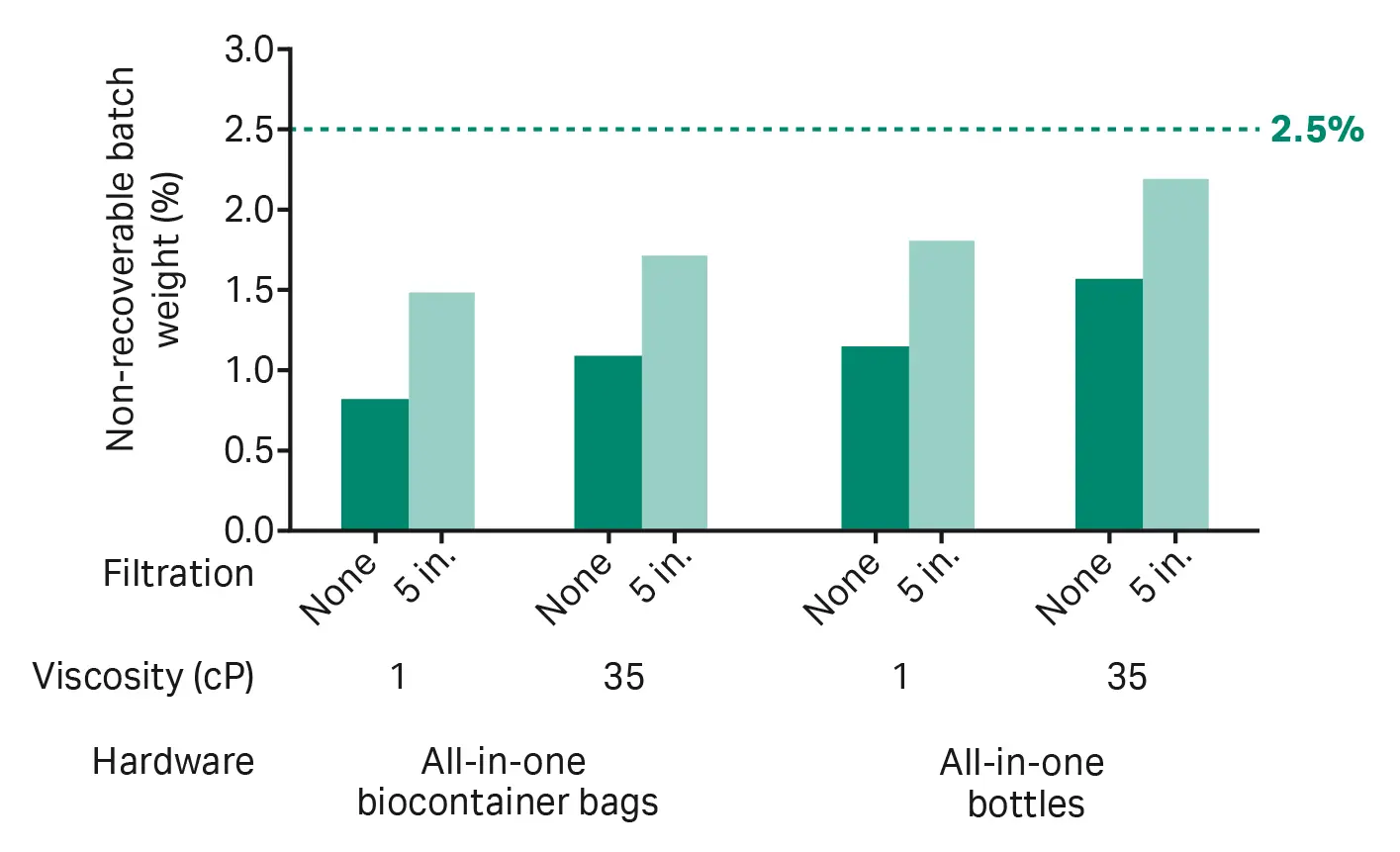
Fig 6. Small volume bulk filling process: non-recoverable product hold-up based on filtration requirement, product viscosity, and container type.
Model batch process: medium volume
Examples of the scoped applications for mid-volume bulk filling are biologics (e.g., mAbs and recombinant proteins) and media. For medium batch sizes, filtration can vary wildly by configuration and size, therefore for this model mid-range filter sizes of 254 mm (10 in.) bioburden and 127 mm (5 in.) sterile serial filtration has been used. Table 6 details process parameters used for this medium volume bulk fill model to demonstrate the expected non-recoverable hold-up within varied bulk fill system flow paths. Figure 7 shows the expected non-recoverable hold-up for a process filling up to 120 containers, with a total of 200 L of product, with product viscosities of 1 cP or 35 cP and either the tower or all-in-one bottle or biocontainer bag container filling.
The non-recoverable product within the all-in-one and tower system flow paths, filling 120 containers, was found to be comparable with an average of 0.43% ± 0.08% and 0.54% ± 0.12% of the batch volume with 1 cP and 35 cP product, respectively. This shows the ability to scale the systems from small batches (all-in-one) to medium batches (all-in-one or tower) to large batches (tower) with overlapping comparable performance at this mid-scale. Overall, akin to the small batch model, all process options were found to contain less than 2.5% of the total batch volume as non-recoverable hold-up within the flow path.
Table 6. Low volume batch model process parameters used
| Process parameter | Description or value |
| Batch size | 200 L |
| Product | 1 cP (water-like) or 35 cP (highly concentrated) |
| Number of fills | 120 |
| Hardware configuration | All-in-one or tower bulk fill system biocontainer bags or bottles |
| Filtration configuration | 254 mm (10 in.) bioburden filter, 127 mm (5 in.) sterile filter in serial format |
Medium batch volume non-recoverable hold-up
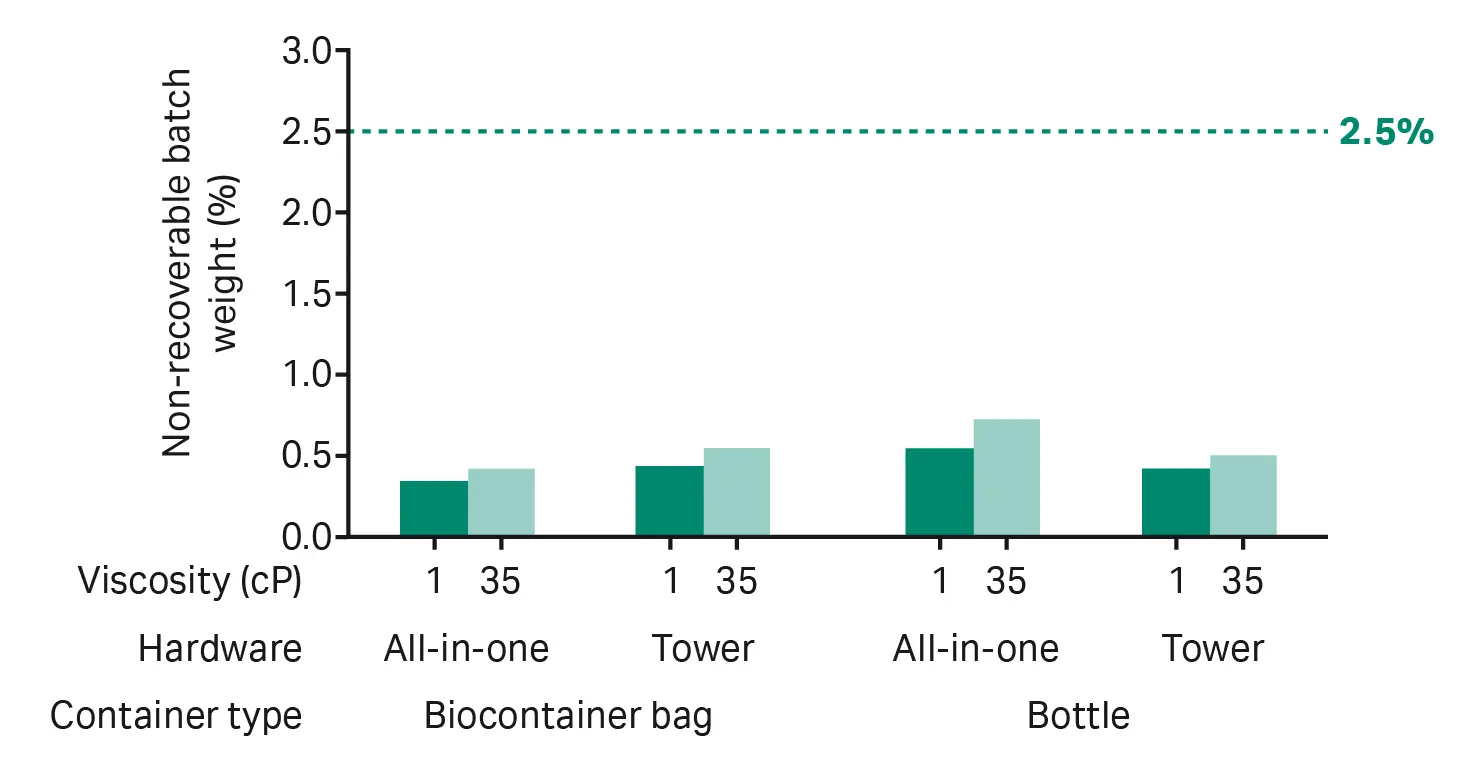
Fig 7. Medium volume bulk filling process: non-recoverable product hold-up based on, product viscosity, hardware configuration, and container type.
Model batch process: large volume
Examples of the scoped applications for high volume bulk filling are vaccines, buffer/media, and biologics. For large batch sizes, filtration can vary wildly by configuration and size dependent on application, however it is generally expected to be larger than for mid-range batch sizes. Therefore, for this model larger-range filter sizes of 254 mm (10 in.) sterile parallel filtration have been used. Table 7 details process parameters used for this large volume bulk fill model to demonstrate the expected non-recoverable hold-up within varied bulk fill system flow paths.
Figure 8 shows the expected non-recoverable hold-up for a process filling up to 120 or 320 containers in either the Tower biocontainer bag or bottle hardware configuration, with a total of 400 L of product with viscosities of 1 cP or 35 cP.
The difference in non-recoverable hold-up between filling 320 containers compared to 120 with the tower system was found to be an increase of ~ 0.08% to 0.16% of the total batch volume. This higher hold-up can be considered minimal when compared to the large increase in filling container capacity, further confirming the minimized product loss within the bulk fill system distribution flow paths. Additionally, all process options calculated were found to contain significantly less than 2.5% of the total batch volume as non-recoverable hold-up within the flow path, with all below 0.5%.
Table 7. Low volume batch model process parameters used
| Process parameter | Description or value |
| Batch size | 400 L |
| Product | 1 cP (water-like) or 35 cP (highly concentrated) |
| Number of fills | 120 or 320 |
| Hardware configuration | Tower bulk fill system biocontainer bags or bottles |
| Filtration configuration | 254 mm (10 in.) sterile in parallel format |
Large batch volume non-recoverable hold-up
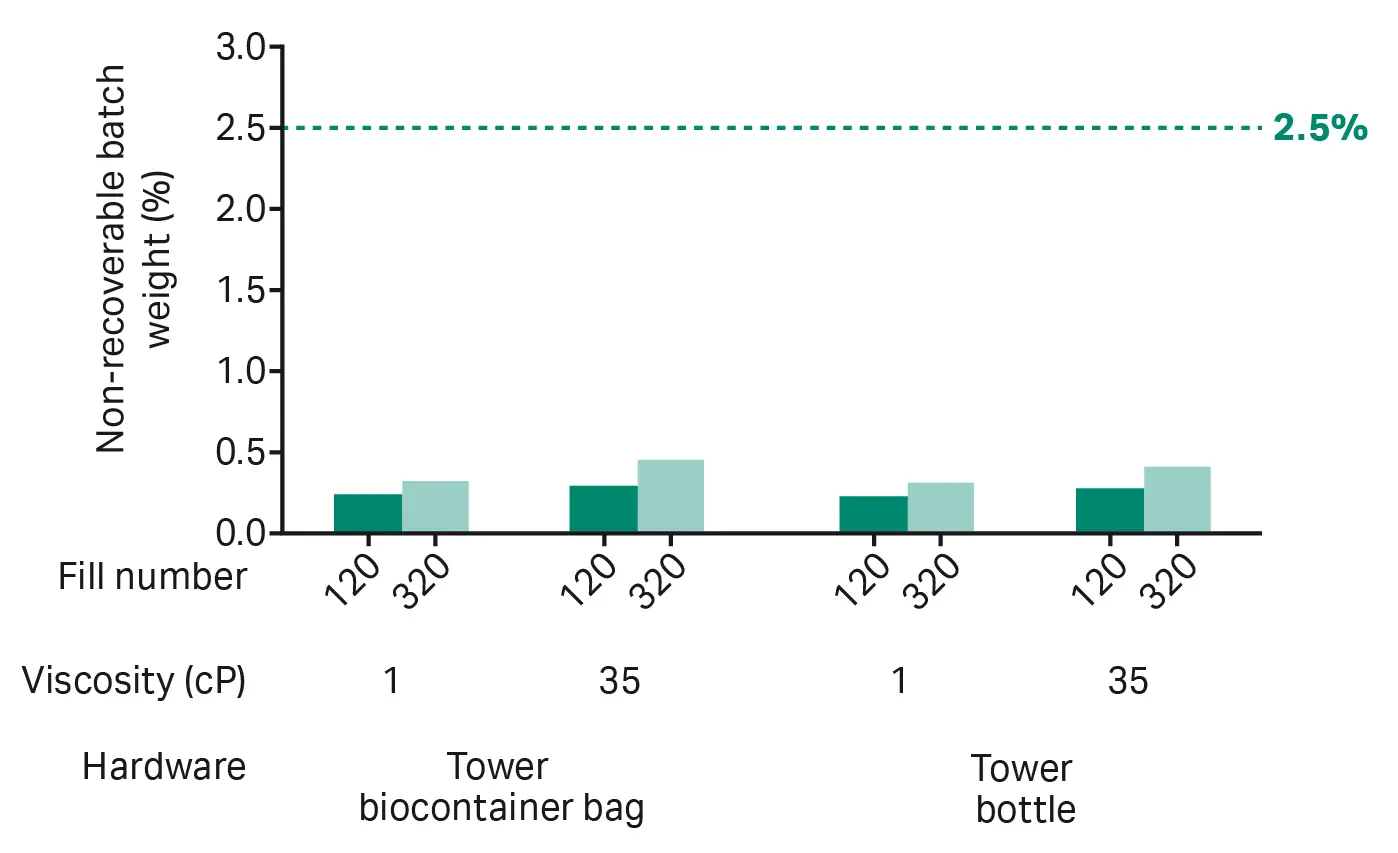
Fig 8. Large volume bulk filling process: non-recoverable product hold-up based on fill number, product viscosity and hardware configuration.
Conclusion
The Allegro™ Connect bulk fill system facilitates a fully automated and repeatable product recovery from both the distribution and filtration manifolds, irrespective of hardware configuration, filtration configuration, product viscosity and batch size. This results in minimized non-recoverable product hold-up within the flow path of less than 2.5% of the total feed volume. Additionally, when retaining the same hardware and filtration configuration, minimal increases in non-recoverable hold-up were observed with increasing filling containers, reinforcing the system’s ability to scale. This was noted over a range of scoped batch process models, confirming the flexibility and adaptability of the system to varied process requirements, whilst maintaining a high level of product recovery.
This application note can be used as a starting point for end-user bulk filling processes with the Allegro™ Connect bulk fill system.
CY45843-21MAY25-AN