A mechanistic model can simplify your process development projects. The model eases scale-up and scale-down between lab scale and production scale. To apply model-based scale-up and scale-down in a straightforward manner, you must know the scale-dependency of the underlying effects, choose the correct scale for model calibration, and understand how scale-up integrates into a mechanistic modeling workflow.
Which effects depend on scale during scale-up and scale-down?
Different physical and thermodynamic effects happen in your chromatography column (Fig 1). You see the influence of these effects in your chromatograms.
Fluid dynamic effects are scale-dependent
The fluid dynamic effects that are affected by the scale are convection, dispersion, mass transfer, and pore diffusion.
- Convection is introduced by the pump flow and will shift the injection pulse from the column inlet to the outlet.
- Axial dispersion takes place in the interstitial void volume and causes peak broadening.
- Mass transfer limitations can lead to peak asymmetry and further peak broadening when crossing the laminar boundary around the beads.
- Pore diffusion and mass transfer effects depend on the resin and the molecule size. Pore diffusion accounts for diffusion effects inside the bead pores.
Not all these fluid dynamic effects are equally important for every process.
Fluid-dynamic effects change when scale changes because the column geometry, the system dead volumes, and flow rates are different. When you scale-up chromatographic methods, you typically keep either the residence time or the linear flow rate constant. If you keep the linear flow rate constant, the axial dispersion has more time to smooth peaks. If you keep the residence time constant, a higher flow rate may result in lower pore accessibility and thus more peak tailing and less resin use. A great advantage of mechanistic modeling is that you don’t need to choose between these two evils. Instead, you can work out the best solution based on simulations.
Adsorption is not scale-dependent
Thermodynamic effects are not scale dependent. Therefore, the thermodynamic effect of adsorption, which happens once the biomolecule reaches the ligand inside the pore, and the isotherm parameters, which describe the biomolecule-ligand-interaction, do not change with scale. Adsorption and isotherm parameters are constant from a very small scale (e.g., 0.6 mL robotic columns), over benchtop scale, to the scale of manufacturing columns. So, the adsorption model parameters derived from the calibration experiments that you do at benchtop scale can be directly transferred to large scale experiments.
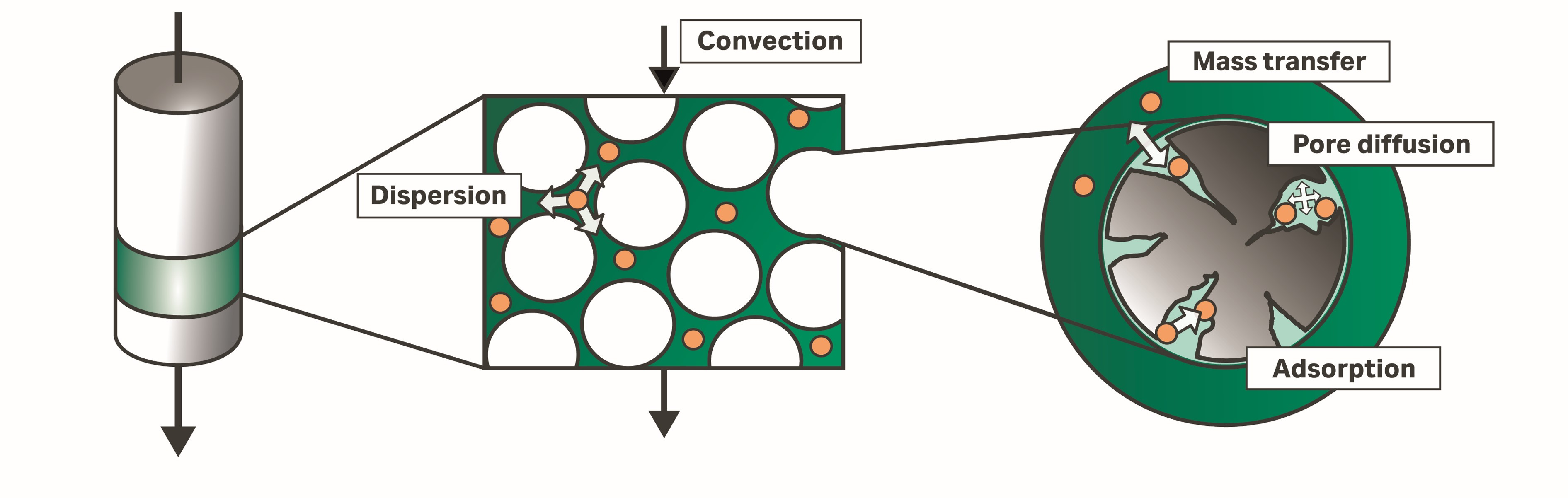
Fig 1. Schematic representation of effects in a chromatography column.
Which scale should be selected for the mechanistic model calibration?
A key step in a typical mechanistic chromatography modeling workflow is the calibration of the model (Fig 2).

Fig 2. The mechanistic modeling workflow with the calibration step highlighted.
In theory, you can do the model calibration at any scale. In reality, data quality varies with the different scales because of differences in the ability to characterize the system and the column.

Fig 3. Schematic representation of the dominating uncertainties for model calibration from small (left) to large (right) scale.
You could use filter plate experiments to determine the isotherm. However, you won’t obtain information on the fluid dynamic effects when performing calibration on filter plates or robotic scale columns. You would need additional correlations to specify the dispersion and mass transfer coefficient as presented at the HTPD meeting in 2017.
When you use robotic scale columns, evaluating the packing quality and precisely determining the axial dispersion is difficult. Moreover, flow interruptions cannot be monitored properly. All these issues introduce uncertainty to the calibration task.
When you work on manufacturing scale, system and column characterization are not easy because you don’t want to use additional substances, such as dextran, in the manufacturing system. So, you must determine resin characteristics, such as porosity, capacity, and mass transfer limitations, at a smaller scale and apply them to manufacturing scale. Futhermore, additional uncertainty is introduced to calibration by unknown system dead volumes and lot-to-lot variability in column properties. Thus, we do not recommend using only manufacturing scale runs for model calibration.
You will get the highest-quality calibration data if you use lab benchtop scale with 5 to 20 mL columns. At this scale, the required system and column characterization parameters needed for model calibration are easily obtained. These parameters can be extrapolated with high accuracy later. In general, data quality is better than data quantity for mechanistic modeling, which makes lab-scale the first choice for performing calibration experiments.
How does in silico scaling affect the experimental effort for model calibration?
Model-based scaling can reduce your experimental effort. The binding behavior of the biomolecule is scale-independent. Thus, the model calibration workflow for a model-based scale-down/scale-up is comparable to a calibration workflow for process optimization or characterization at one scale.
Figure 4 shows an example workflow to scale up from lab scale to pilot scale. At both scales, you must perform experiments for system and column characterization. However, you can derive all parameters needed to describe the biomolecule-ligand interaction with experiments at lab-scale. Then, you can transfer the parameters directly to the pilot scale and skip the biomolecule experiments at pilot scale.

Fig 4. Schematic calibration workflow for model-based scale-up.
To account for fluid-dynamic effects and changes in-between scales, characterize the system and column in as much detail as possible to decrease model uncertainties. This system characterization includes fluid dynamic elements, such as system dead volumes and tubings, as well as porosities, axial dispersion coefficients, and the ionic capacity for ion exchange chromatography. Due to the mechanistic nature of the calibrated model, you can extrapolate to other column dimensions and properties for well-characterized set-ups.
Benefits of mechanistic modeling
A model-based scaling approach overcomes the need for high amounts of load material for large-scale process development. To take advantage of in silico scale-up and scale-down, you need to characterize and account for scale-dependent effects. Characterizing these effects will support you in optimizing and transferring your process to another scale, investigating the process robustness, and simplifying root-cause investigations.
Read more practical recommendations for mechanistic modeling.